

Cold-heat composite manufacturing method for machining of hollow turbine blade inner cavity precision casting appearance
A technology of turbine blade and precision casting, which is applied in the field of cold and heat composite manufacturing of precision casting shape machining of hollow turbine blade inner cavity, can solve the problems of air film hole deflection, difficult fixing of ceramic core, eccentric core, etc. The effect of manufacturing yield, improving manufacturing accuracy, and reducing manufacturing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment
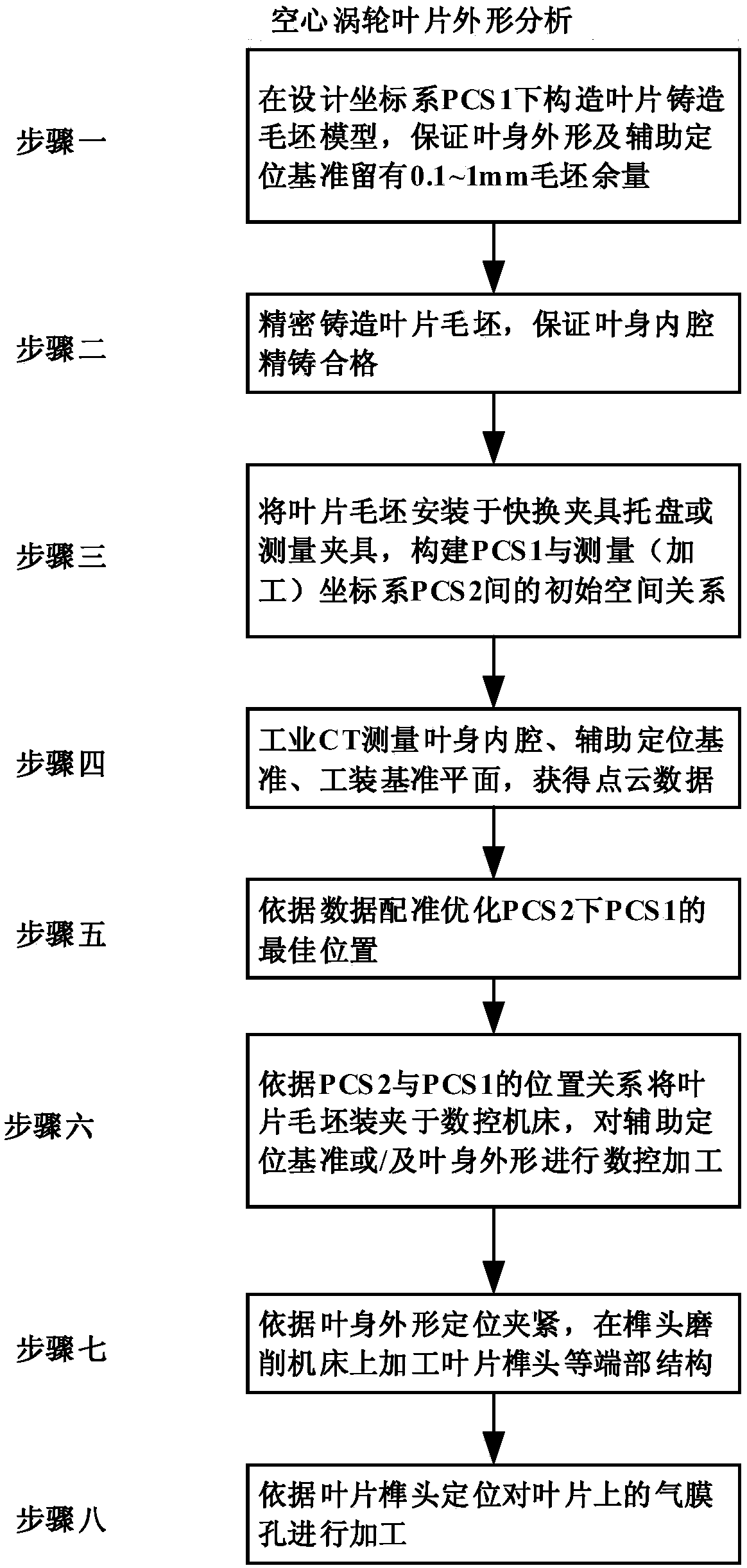
[0051] The technical process of the present invention is as figure 1 As shown, the specific implementation includes the following steps:
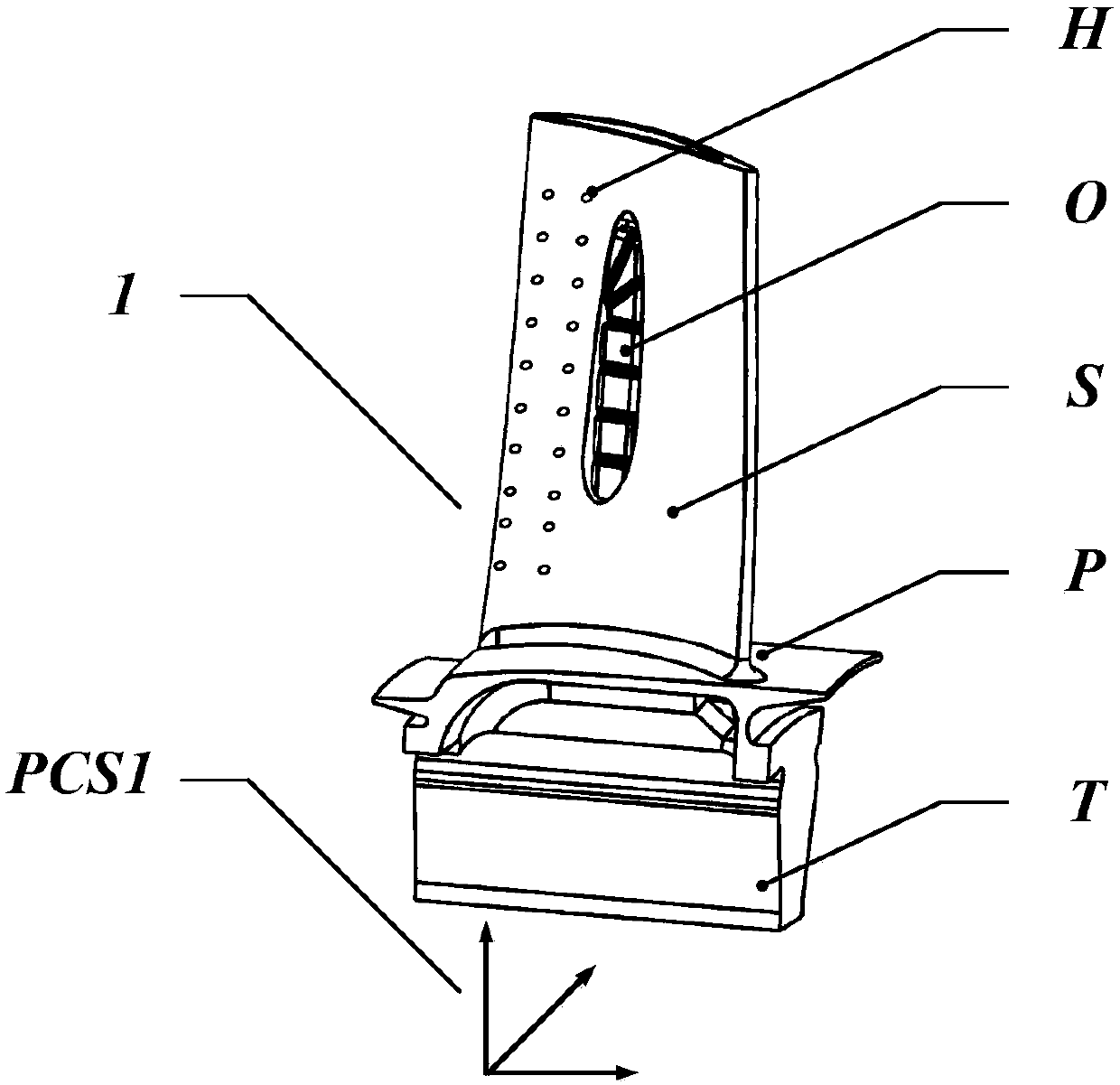
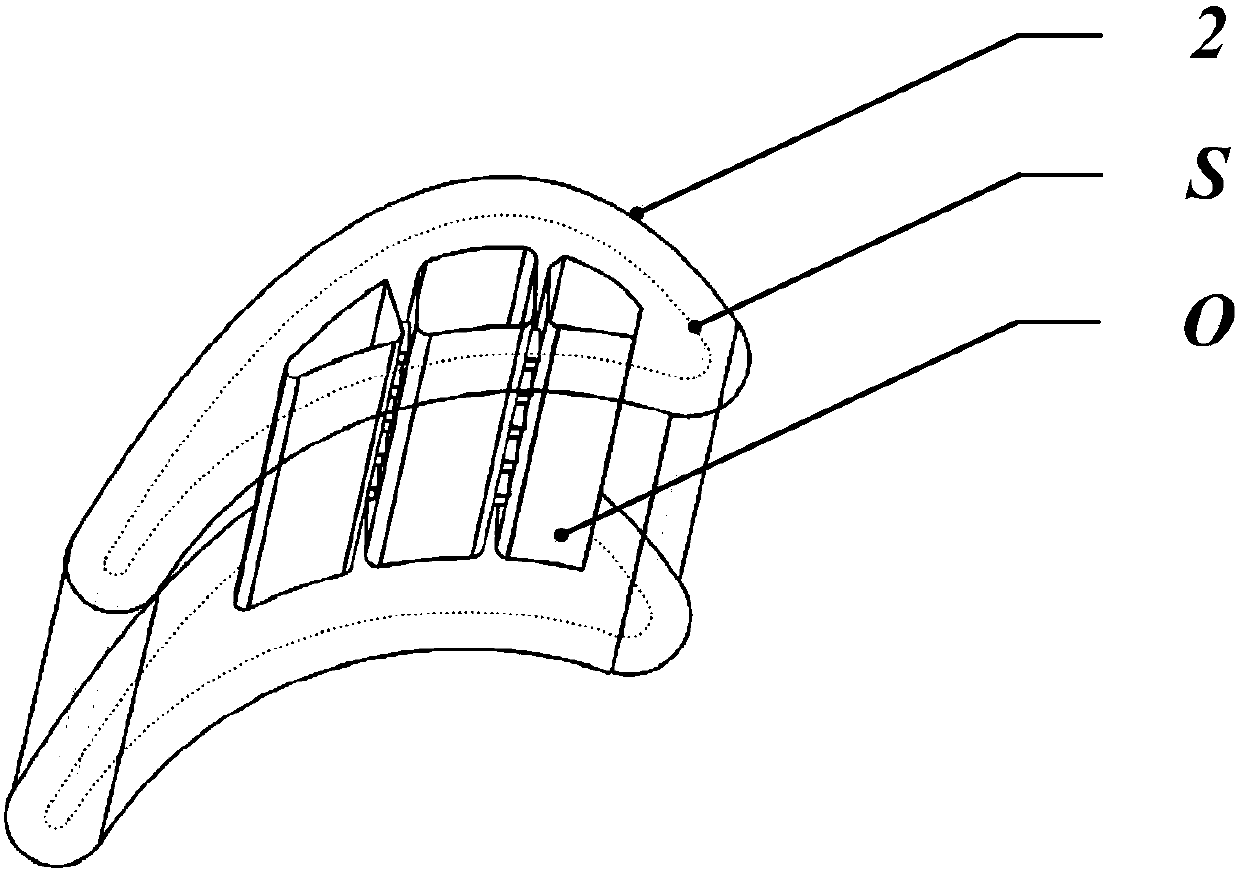
[0052] step one figure 2 It shows the front view of the hollow turbine blade design model 1 that needs to be manufactured by investment casting technology. The blade design model 1 includes tenon T, edge plate P, airfoil shape S, airfoil inner cavity O, air film hole H, blade Design model benchmark PCS1. image 3 It is the basic idea proposed by the present invention to solve the problem that the wall thickness does not meet the design requirements and the position deviation between the airfoil shape S and the airfoil inner cavity O due to the core shift caused by the investment casting process, the airfoil shape After the machining allowance d is left in S, the thickened casting blank 2 of the blade is obtained, so as to machine the shape S of the airfoil. At the same time, based on the requirements of the subsequent processing technol...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More