

Laser 3D printing and manufacturing method of electric spark electrode
A 3D printing and manufacturing method technology, applied in the direction of electrode manufacturing, manufacturing tools, electric processing equipment, etc., can solve the problems of low electrode precision, complicated process, high cost, etc., and achieve the problem of difficult forming, simple process and high reliability Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0044] Weigh 5000 grams of MS1 mold steel powder, add it to the powder supply bin, and adjust the thickness of the scraper to 0.2mm;
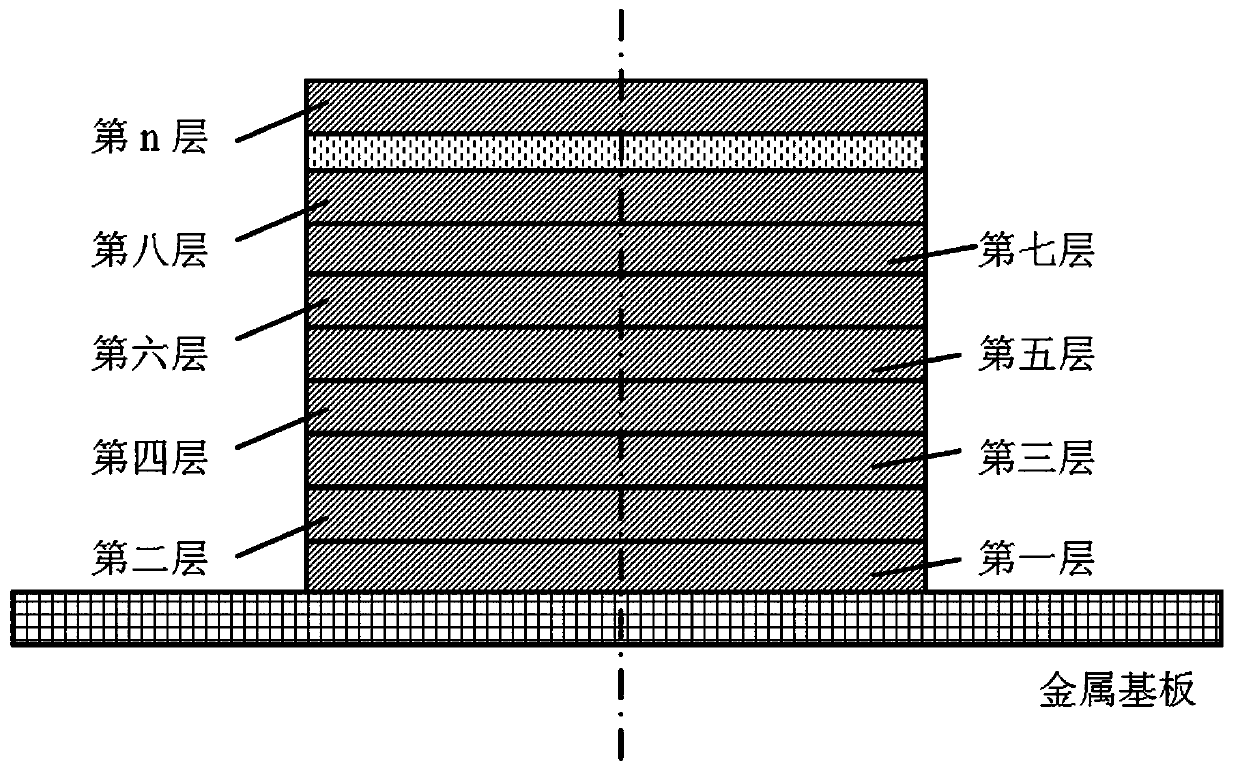
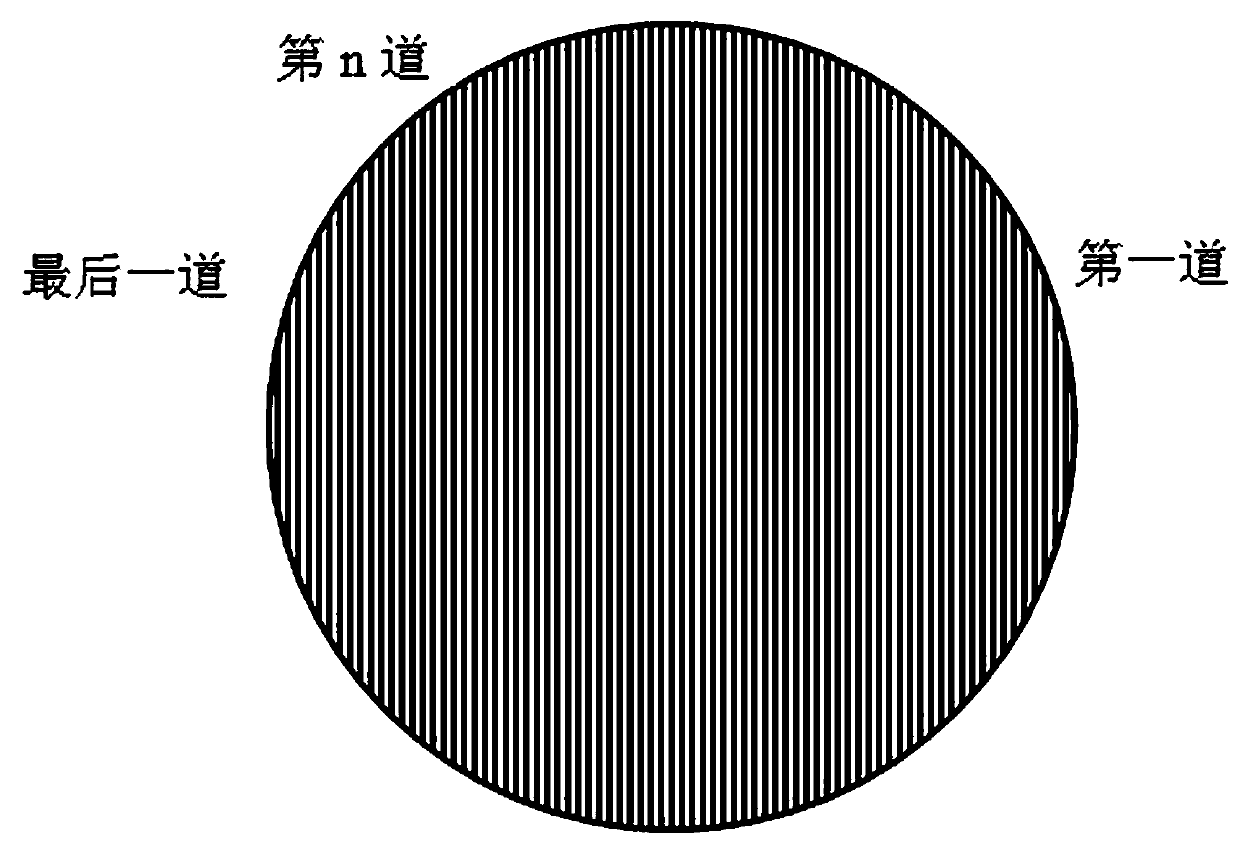
[0045] Divide the Φ3×10 electrode into 500 layers of rings, with a layer thickness of 0.02mm, and use multiple overlaps within the printing area, with an overlap rate of 50%;
[0046] The laser output power is 200W, the spot size is 0.1mm, and the cladding speed is 3000mm / s.
Embodiment 2
[0048] Weigh 1500 grams of WC powder and 3500 grams of Co-based self-fluxing alloy powder, mix well in the grinding bowl, add them to the powder supply bin, and adjust the thickness of the scraper to 0.2mm;
[0049] Divide the Φ3×10 electrode into 500 layers of rings, with a layer thickness of 0.02mm, and use multiple overlaps within the printing area, with an overlap rate of 50%;
[0050] The laser output power is 300W, the spot size is 0.1mm, and the cladding speed is 2500mm / s.
Embodiment 3
[0052] Weigh 1,500 grams of SiC powder and 3,500 grams of Ti6Al4V powder and mix them thoroughly, add them to the powder supply bin, and adjust the thickness of the scraper to 0.2mm;
[0053] Divide the Φ3×10 electrode into 500 layers of rings, with a layer thickness of 0.02mm, and use multiple overlaps within the printing area, with an overlap rate of 50%;
[0054] The laser output power is 400W, the spot size is 0.1mm, and the cladding speed is 2000mm / s.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More