

Cold forging extrusion concave die
A die and cold forging technology, applied in forging/pressing/hammer devices, forging/pressing/hammering machinery, transportation and packaging, etc. problems, to achieve the effect of reducing the difficulty of cutting, high mechanical properties of the product, and improving the utilization rate of materials
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
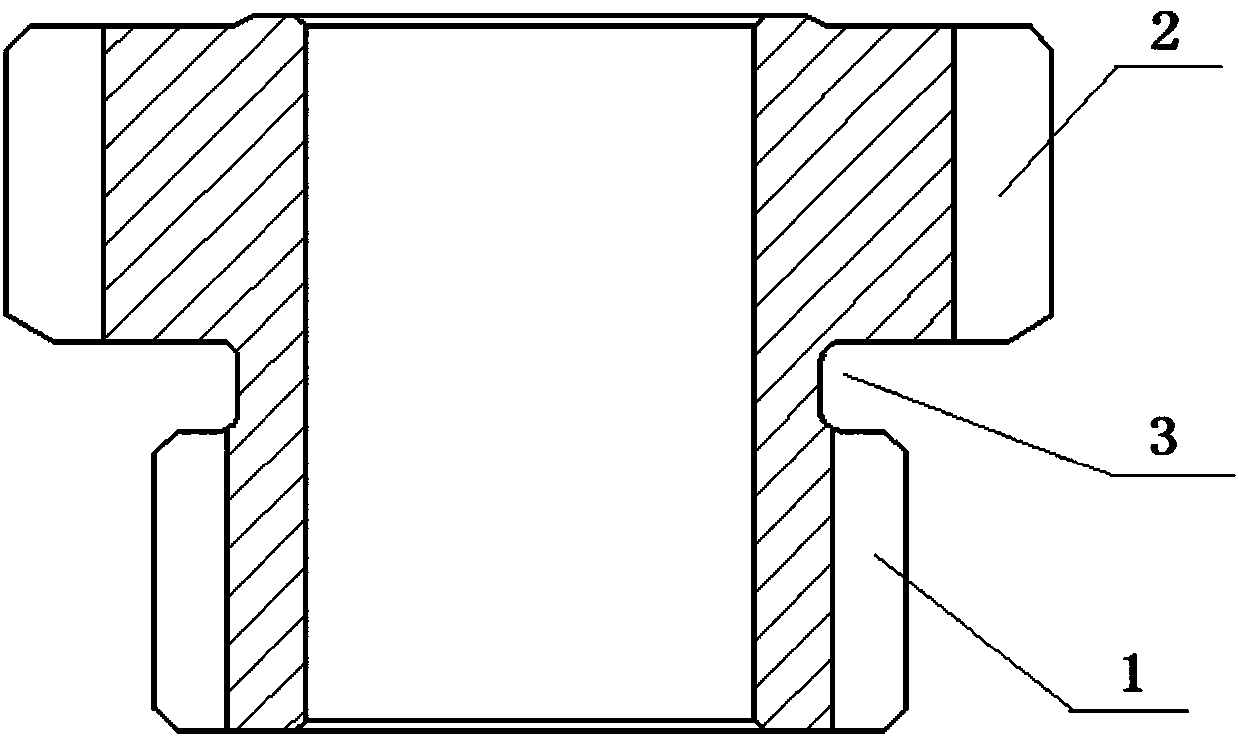
[0016] Example: see figure 1 As shown, a sun gear of an automobile automatic transmission includes a hollow shaft body, the outer surface of the hollow shaft body is provided with a primary transmission gear 1 and a secondary transmission gear 2, and the primary transmission gear 1 and secondary transmission gear 2 An annular groove 3 is arranged between them, and the first-stage transmission gear 1 and the second-stage transmission gear 2 are helical gears.
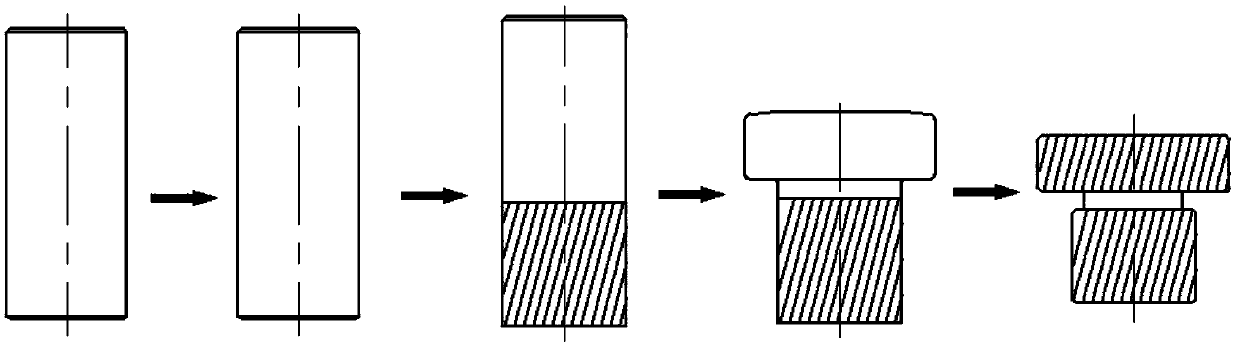
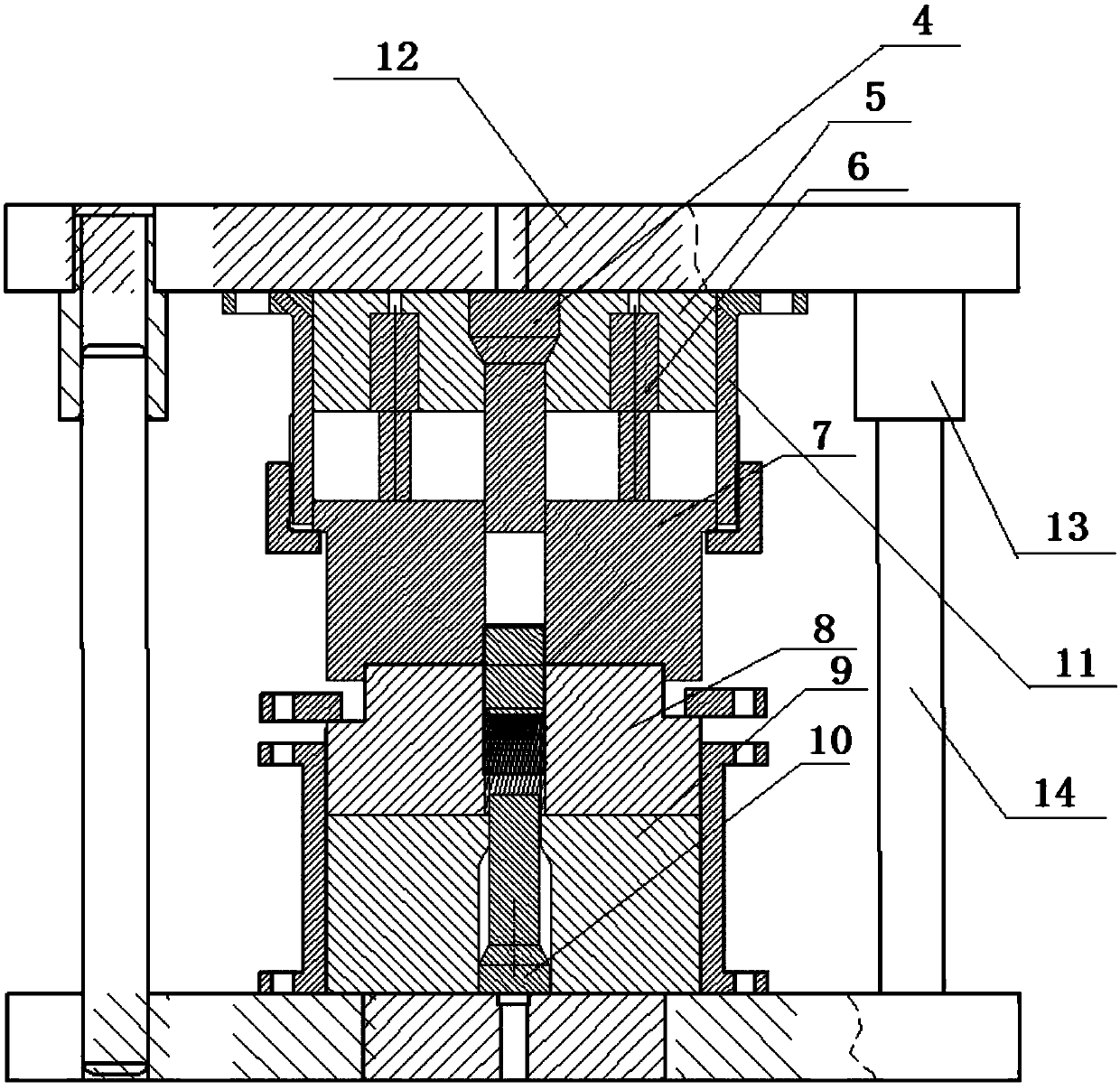
[0017] see figure 2 and image 3 As shown, the manufacturing process of the automotive automatic transmission sun gear includes the following steps: ①Blanking: Select the diameter of the bar, and cut the required length of the bar according to the size of the drawing; ②Spheroidizing annealing: Put the bar into the furnace and heat it to 720°C Spheroidizing annealing at -780°C, spheroidizing rate ≥ 90%, hardness ≤ 80HRC; ③ Billet making: peeling to remove scale and chamfering; ④ Shot blasting: Send the billet after mak...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More