

Anti-carbonation quenching distortion control method of large-size dual-herringbone gear
A control method, carburizing and quenching technology, applied in the direction of manufacturing tools, coatings, furnace types, etc., can solve problems such as carburizing and quenching distortion of large-sized double herringbone gears, achieve improved contact fatigue strength and bending fatigue, and reduce manufacturing costs , the effect of quality improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
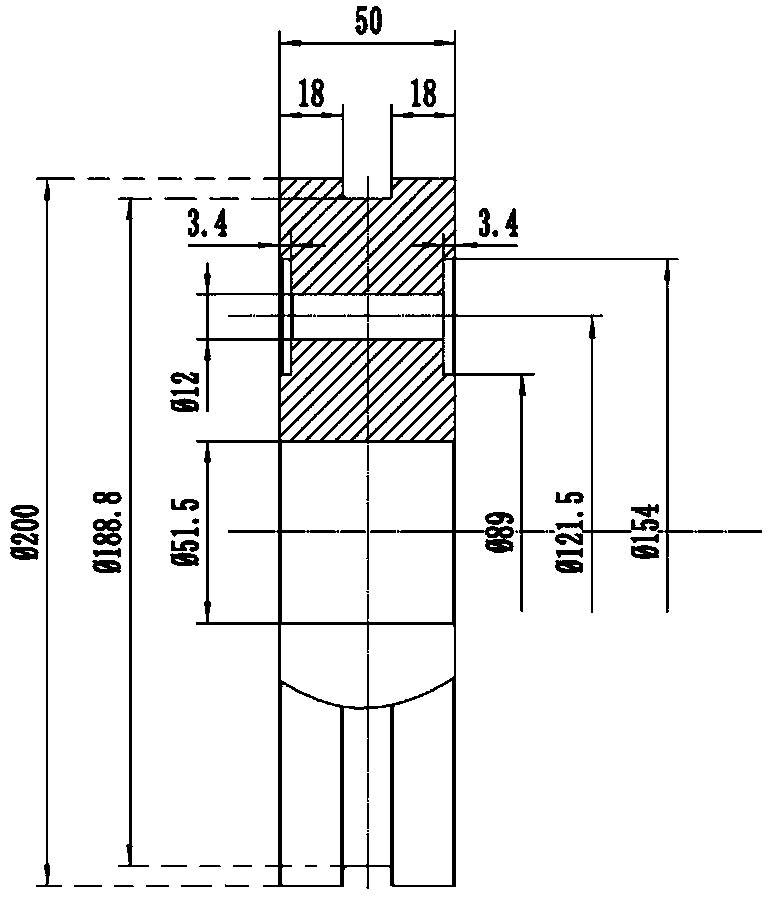
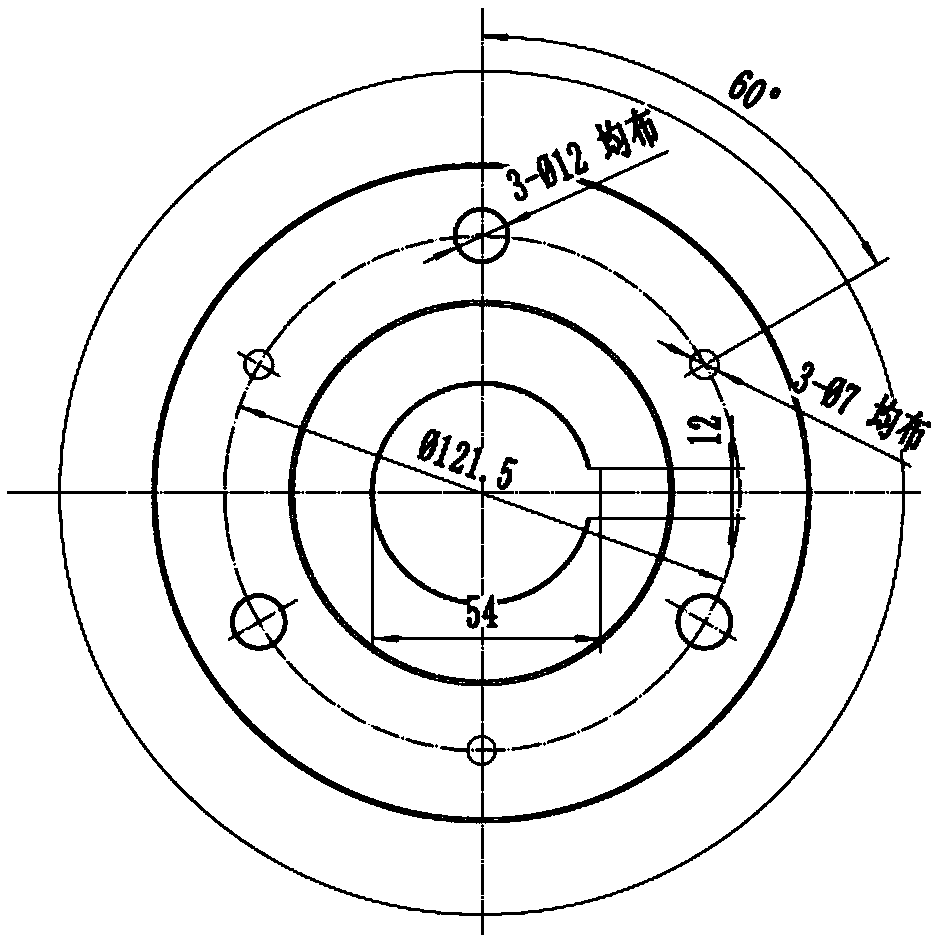
[0030] The simulated gear material is 12Cr2Ni4 (the chemical composition meets the GB / T3077-1999 standard), and the size of the simulated gear can be found in figure 1 and figure 2 , using it to test the method of anti-carburizing and quenching distortion control of double herringbone gears, including the following steps:
[0031] (1) Preliminary heat treatment: normalizing at 950°C, holding for 5 hours, air cooling; quenching at 860°C, holding for 5 hours, oil cooling, tempering at 650°C, holding for 7.5 hours, air cooling, and conducting metallographic structure inspection, the grain size controlled at level 6.
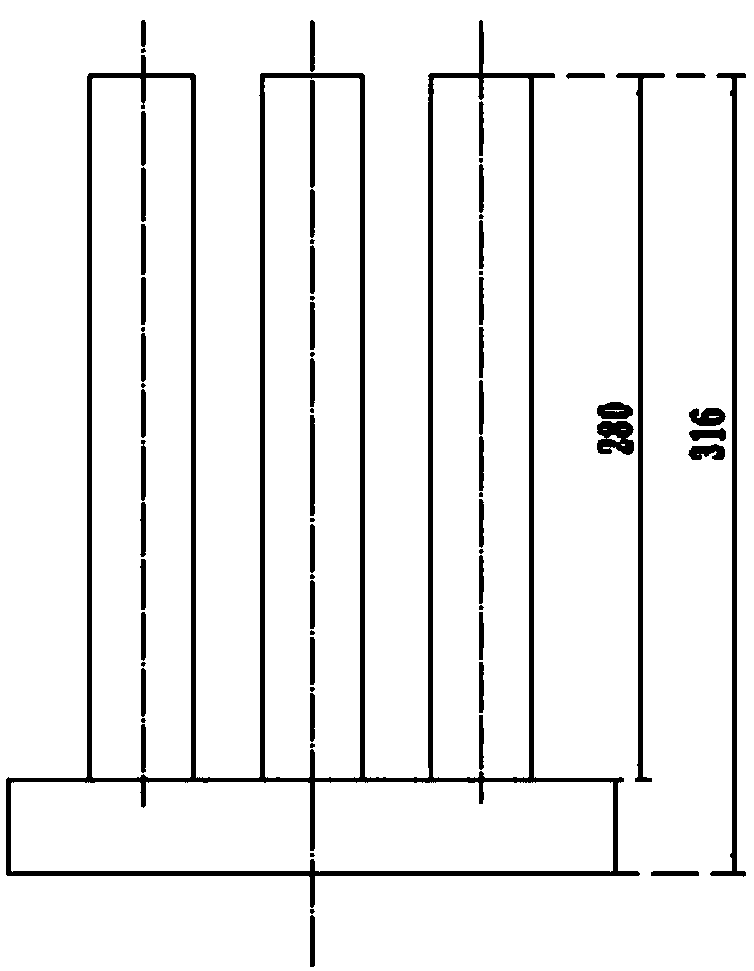
[0032] (2) Carburizing and quenching furnace: see image 3 and Figure 4, using three-point support tooling, the ratio of the upper surface area of the three-point support tooling to the upper surface area of the original support tooling is 0.2, so that the contact area between the three-point support tooling and the gear is less than 40% of the contact area...
Embodiment 2
[0043] The simulated gear material is 12Cr2Ni4 (the chemical composition meets the GB / T3077-1999 standard), and the size of the simulated gear can be found in figure 1 and figure 2 , using it to test the method of anti-carburizing and quenching distortion control of double herringbone gears, including the following steps:
[0044] (1) Preliminary heat treatment: normalizing at 950°C, holding for 5 hours, air cooling; quenching at 860°C, holding for 5 hours, oil cooling, tempering at 650°C, holding for 7.5 hours, air cooling, and conducting metallographic structure inspection, the grain size controlled at level 6.
[0045] (2) Carburizing and quenching furnace: see image 3 and Figure 4 , using three-point support tooling, the ratio of the upper surface area of the three-point support tooling to the upper surface area of the original support tooling is 0.35, so that the contact area between the three-point support tooling and the gear is less than 40% of the original t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More