

Steel rail online induction heating control method
A control method and induction heating technology, applied in the field of metallurgy, can solve problems such as not involving abnormal structures, and achieve the effect of reducing internal stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
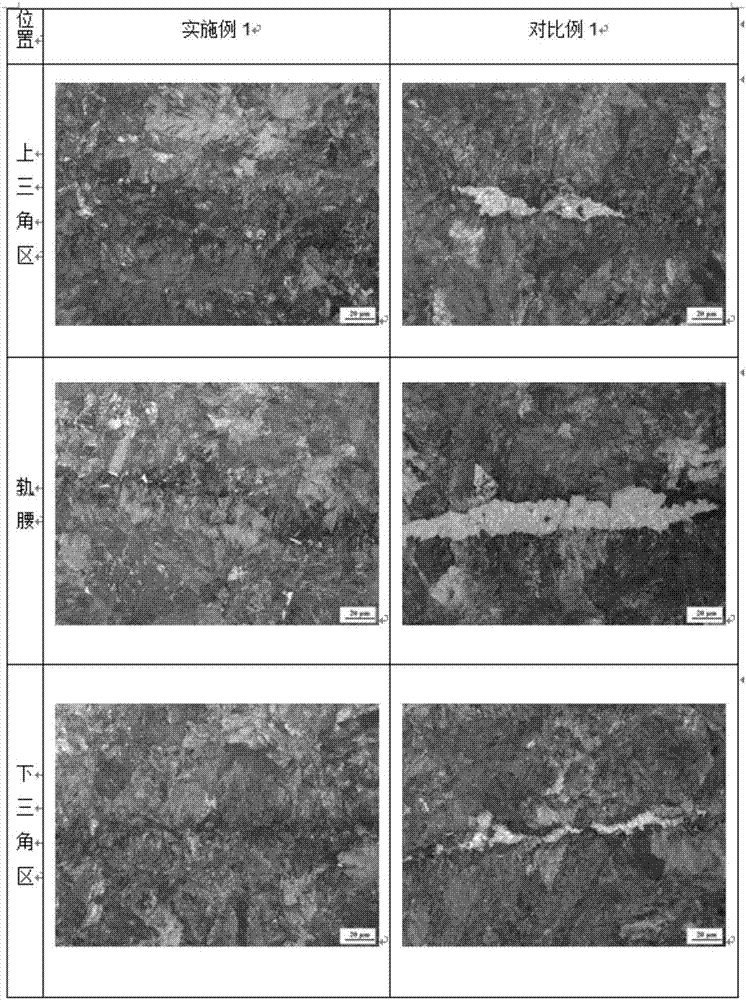
Embodiment 1
[0032] Adopting the rail on-line induction heating control method of the present invention, the main chemical components are: by weight percentage, including 0.65-1.05% C, 0.50-0.90% Si, 0.80-1.50% Mn, 0-1.00% Cr, and the rest is iron , Nb, V, Ti, RE and other micro-alloying elements and impurities on-line induction heating to produce rails.
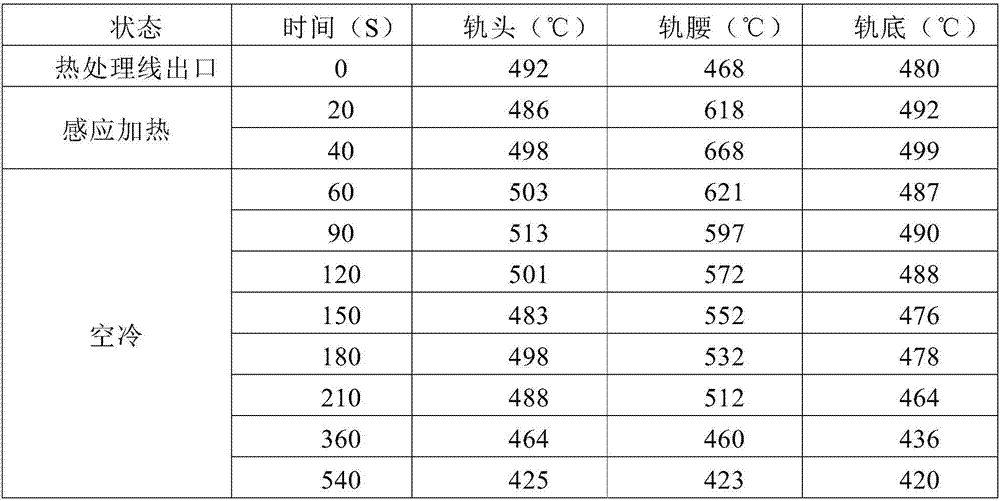
[0033] The specific operation is: after the rail is accelerated on-line cooling, the rail waist is continuously and rapidly heated by induction when it exits the heat treatment line. The heating temperature is 600°C, the heating time is 40 seconds, and the heating rate is 1m / s.
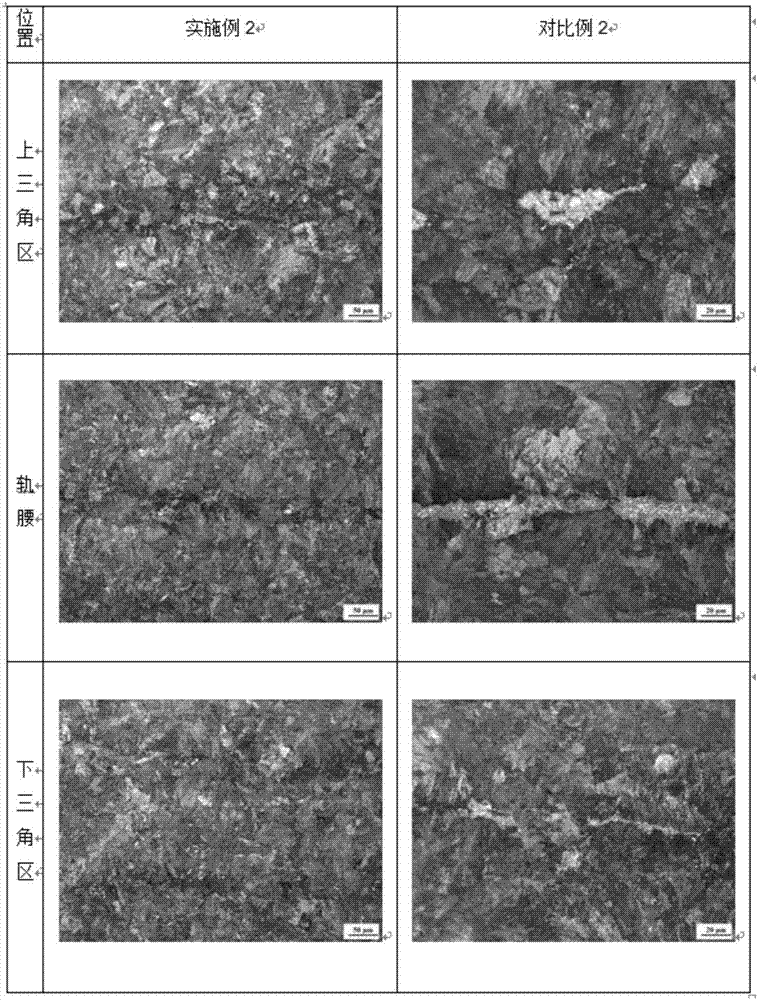
Embodiment 2
[0035] Using the rail on-line induction heating control method of the present invention, the main chemical components are: by weight percentage, including 0.65-1.05% C, 0.50-0.90% Si, 0.80-1.50% Mn, 0-1.00% Cr, and the rest is iron , Nb, V, Ti, RE and other micro-alloying elements and impurities on-line induction heating to produce rails.
[0036] The specific operation is: after the rail is accelerated on-line cooling, the rail waist is continuously and rapidly heated by induction when it exits the heat treatment line. The heating temperature is 680°C, the heating time is 20 seconds, and the heating rate is 0.5m / s.
Embodiment 3
[0038] Using the rail on-line induction heating control method of the present invention, the main chemical components are: by weight percentage, including 0.65-1.05% C, 0.50-0.90% Si, 0.80-1.50% Mn, 0-1.00% Cr, and the rest is iron , Nb, V, Ti, RE and other micro-alloying elements and impurities on-line induction heating to produce rails.
[0039] The specific operation is: after the rail is accelerated on-line cooling, the rail waist is continuously and rapidly heated by induction when it exits the heat treatment line. The heating temperature is 650°C, the heating time is 25 seconds, and the heating rate is 1.2m / s.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More