

Molding process for flat plate type extruded-blown product containing internal reinforced structure
A technology of internal reinforcement and molding process, applied in the field of extrusion blow molding, can solve the problems of reducing production efficiency, time-consuming and labor-intensive, low efficiency, etc., and achieve the effect of reasonable process steps, accurate process time, and optimization of process parameters
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] Follow the steps below to prepare a headboard with internal reinforcement:
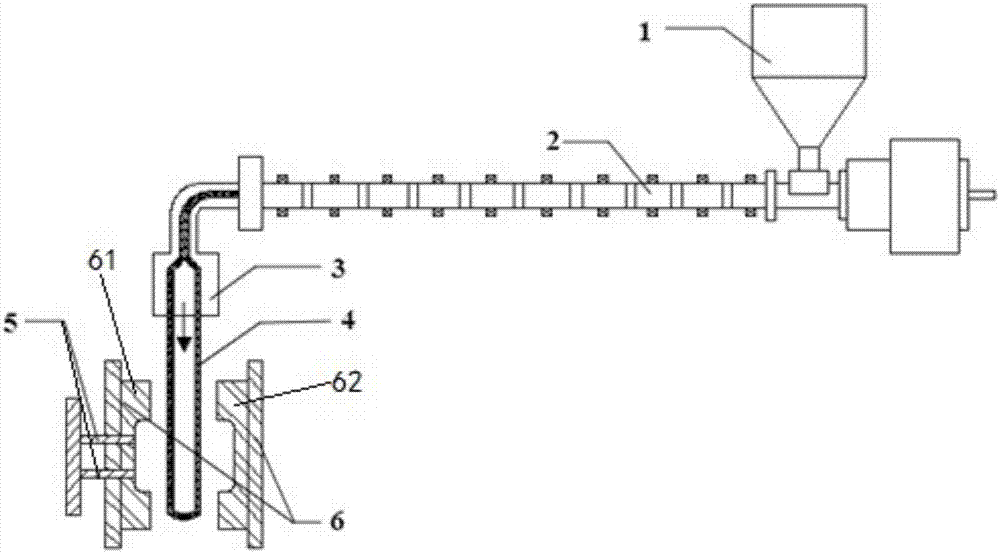
[0036] Step 1: If figure 1 As shown, the engineering plastic high-density HDPE (high-density polyethylene) required for forming flat products is transferred through the hopper 1 of the blow molding machine to the barrel 2 and heated to melt, and the temperature of the instant temperature detection function distributed on the barrel 2 The sensor, by controlling the heating device, heats or stops the heating regulation on the place where the temperature is too low or too high on the barrel 2, so as to ensure that each part of the temperature-setting heating zone of each segment on the barrel 2 is evenly heated. In this embodiment, the barrel 2 It is divided into two temperature-setting heating zones equally along the axial direction. The temperature setting heating zone in the front section of the barrel 2 is set at 170°C at the connection section with the hopper 1, and the temperature setting he...
Embodiment 2
[0052] The present embodiment adopts the same process steps and process parameters as in Example 1, the difference is that:
[0053] Step 1: The temperature of the temperature-setting heating zone at the front section of the barrel 2 is set at 165°C, and the temperature of the temperature-setting heating zone at the rear section of the barrel 2 is set at 175°C.
[0054] Step 3: After the end of the tubular parison 4 away from the die 3 is manually sewed, when the tubular parison 4 is extruded close to the lower end of the mold 6, after the die 3 is pre-blown for 8 seconds, the first mold on the left side of the mold 6 is 61 and the second mold 62 positioned on the right side carry out clamping.
[0055] Step 4: 0.5s after the first mold 61 and the second mold 62 of the mold 6 are closed, place the first lateral core-pulling plate 51 and the second side of the lateral core-pulling mechanism 5 on the side of the first mold 61 The core-pulling plate 52 slides horizontally toward...
Embodiment 3
[0061] The present embodiment adopts the same process steps and process parameters as in Example 1, the difference is that:
[0062] Step 6: When the air blowing starts for 2 seconds, the first lateral core-pulling plate 51 and the second lateral core-pulling plate 52 of the lateral core-pulling mechanism 5 are completely drawn out horizontally from the inside of the mold cavity, and the first lateral core-pulling plate is ensured 51 and the front end of the second lateral core-pulling plate 52 are flush with the surface of the mold cavity.
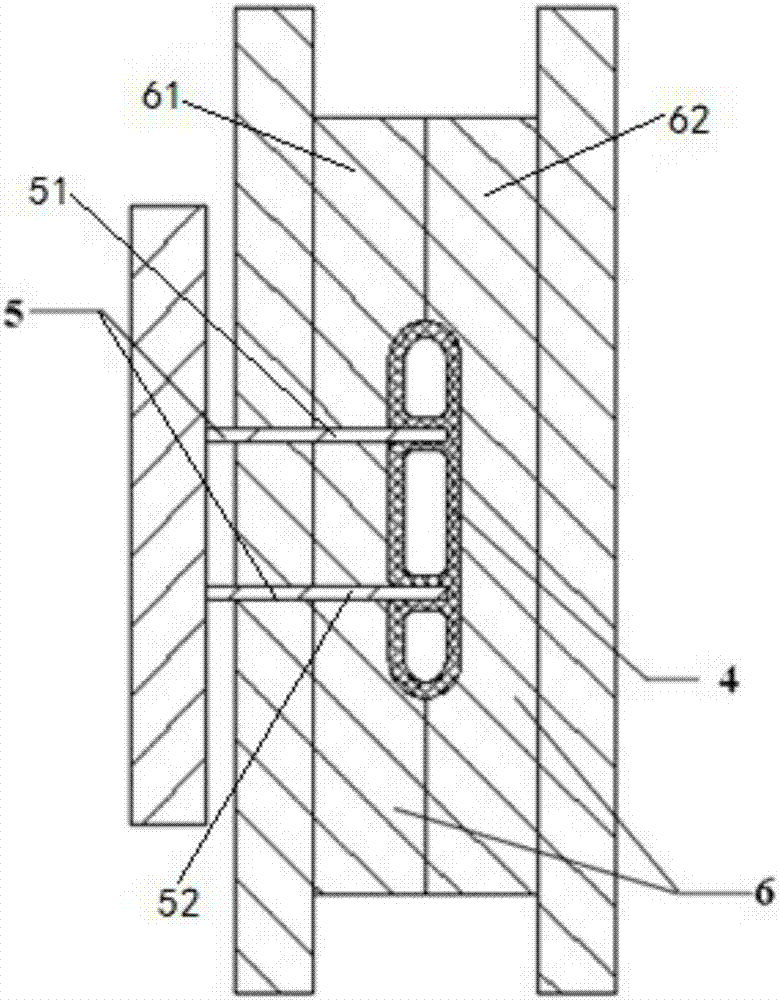
[0063] The final formed flat extrusion blown products with internal reinforcement structure, such as Image 6 , 7 As shown, due to the increase of the contact time between the lateral core-pulling mechanism 5 and the tubular parison 4, the solidification of the material forming the internal reinforcement structure reduces the viscosity, thereby creating obvious gaps inside the internal reinforcement structure, which affects the extrusion...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More