

Method for selecting cutting processing timing in manufacturing process of additive materials and subtractive materials
A manufacturing process and cutting technology, which is used in the selection of cutting timing in the process of adding and subtracting materials, to achieve the effects of improving production efficiency, shortening molding time, and avoiding unfavorable situations.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] Embodiments of the present invention will be described below in conjunction with the accompanying drawings.
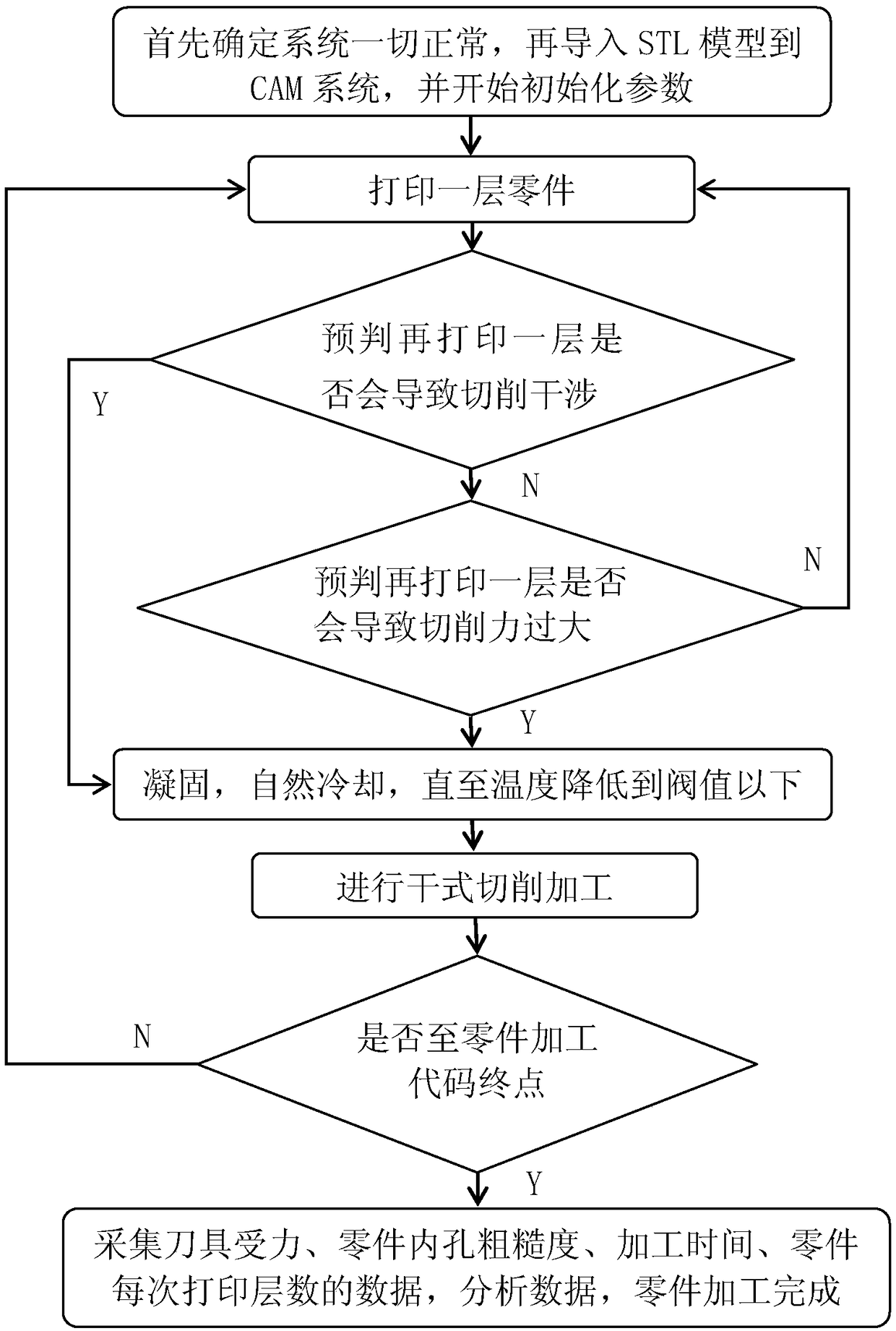
[0027] like figure 1 As shown, a method for selecting the cutting opportunity in the process of additive and subtractive material manufacturing includes the following steps:
[0028] S01. The printing material used in this experiment is titanium alloy. The room temperature of the experiment is kept at about 25°C. The tool type is selected as cemented carbide YG6. After the feed rate and tool speed, these parameters will not change during the whole experiment; the STL model is imported into the CAM system to initialize the processing parameters.
[0029] S02, install and fix a metal plate on the platform, the platform is on the mechanical arm of the six-axis robot, and the mechanical arm can move back and forth between the material addition station and the material reduction station.
[0030] S03. Cut out a high-precision reference plane on the sheet metal thro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More