

Embedded composite board blank manufacturing method
A composite plate and embedded technology, which is applied in the direction of metal rolling, metal rolling, manufacturing tools, etc., can solve the problems affecting the rolling performance of the composite plate, the interface bonding strength is not high, and the thickness of the composite interface is uneven, so as to achieve the interface bonding High strength, easy bonding, and the effect of increasing the rolling contact area
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The embodiments of the present invention are described in detail below. This embodiment is implemented on the premise of the technical solution of the present invention, and detailed implementation methods and specific operating procedures are provided, but the protection scope of the present invention is not limited to the following implementation example.
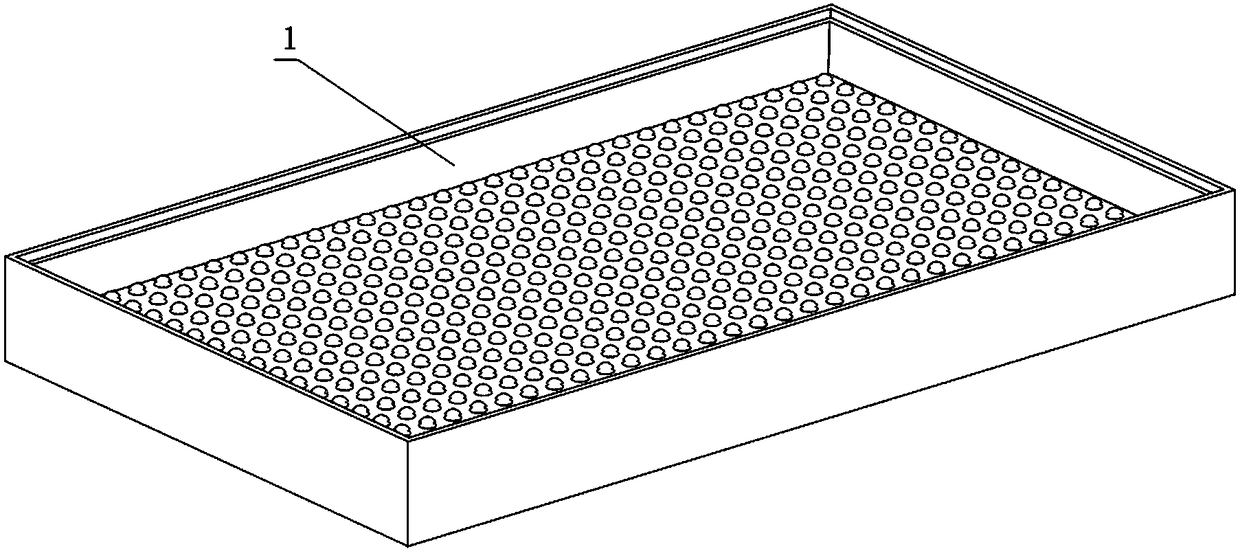
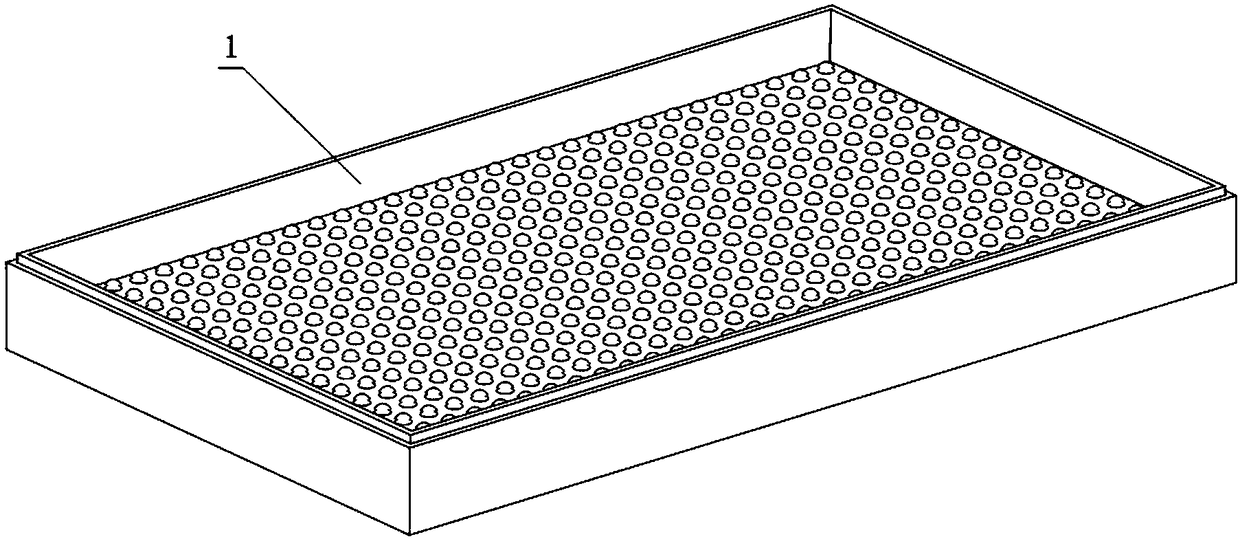
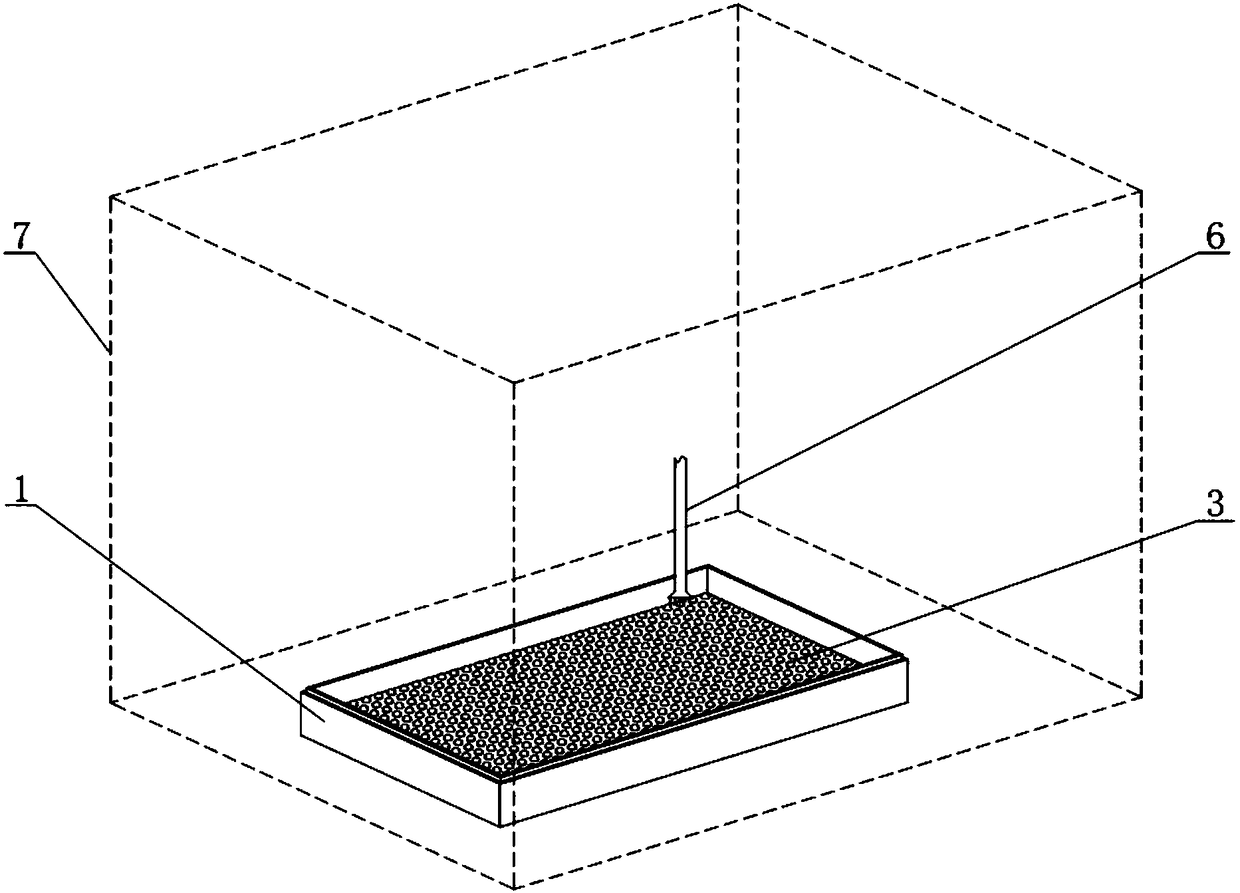
[0021] Rolled steel / stainless steel clad plate, material is EH40+316L, substrate size is 30×900×1200mm, compound plate is liquid 316L melt. First, use a milling machine to mill a rectangular groove of 10×838×1138 mm on the substrate 1, and process evenly distributed hilly bosses at the bottom of the rectangular groove, with a height of 5 mm, a diameter of 6 mm, and a spacing of 15 mm. The side of the rectangular groove is processed into For a chamfer with a slope of 1:10, mill a boss around the substrate with a width of 10mm and a depth of 5mm, and use this as the lower substrate, such as figure 2 shown. Take an...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More