

Thermal treatment process for saw web
A saw blade and process technology, which is applied in the field of saw blade heat treatment process, can solve the problems of not meeting the flatness requirements of high-level saw blades, reducing the saw blade, etc., and achieve the effect of reducing the probability of deformation and improving the flatness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
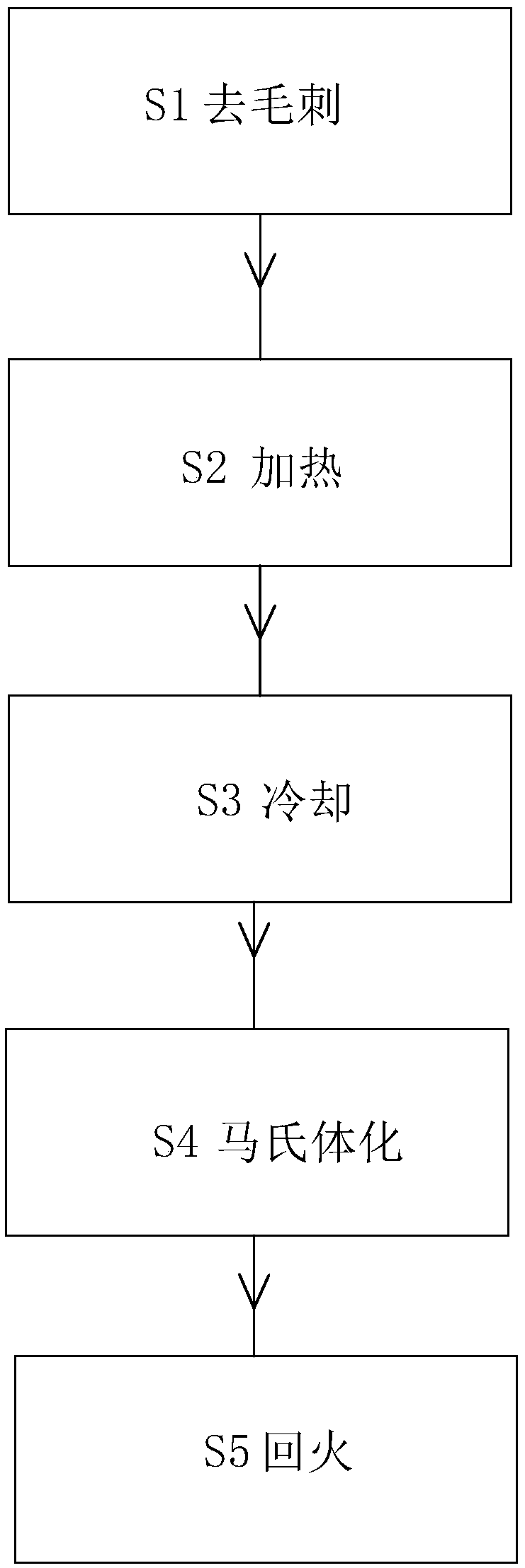
[0038] Embodiment 1: A kind of saw blade heat treatment process, refer to figure 1 , including the following steps,
[0039] S1. Deburring the circular saw blade raw material to eliminate the artificial stress concentration area and provide preliminary preparation for flattening and tempering.
[0040] S2. Put the deburred saw blade into an oven to preheat to 250°C to 400°C, and then transfer it to a heating furnace for continuous heating to 830±10°C.
[0041] S3. Make the heated saw blade stay on the furnace surface for 3 seconds, and move it to the quenching liquid surface of the quenching tank to stay for 2 to 5 seconds. After completing the stay, insert it vertically into the quenching liquid until the temperature of the saw blade drops to MS point Within the above 10°C range, then take the saw blade out of the quenching liquid; when the saw blade is immersed in the quenching liquid, stop the flow of the quenching liquid to reduce the deformation effect of the quenching l...
Embodiment 2
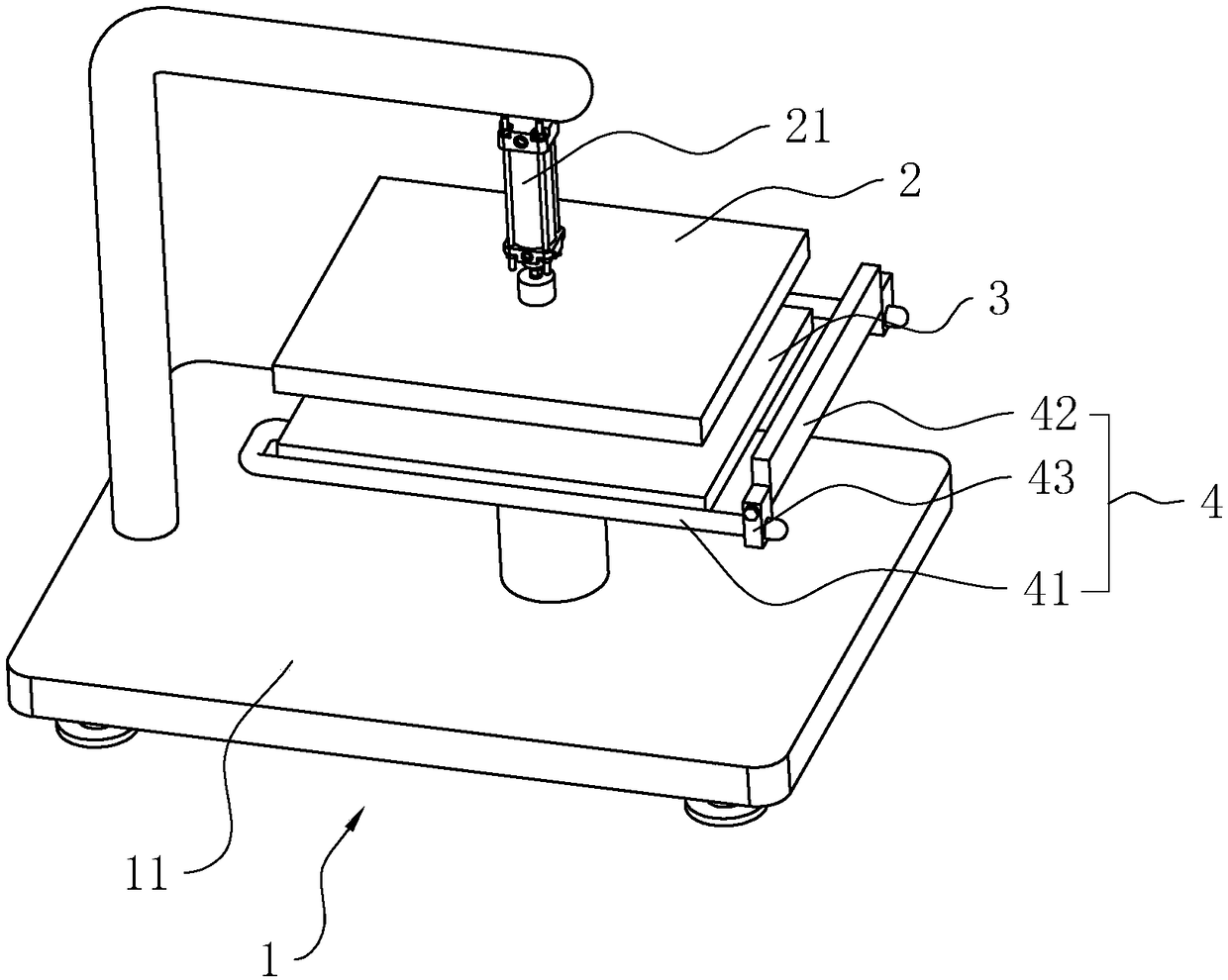
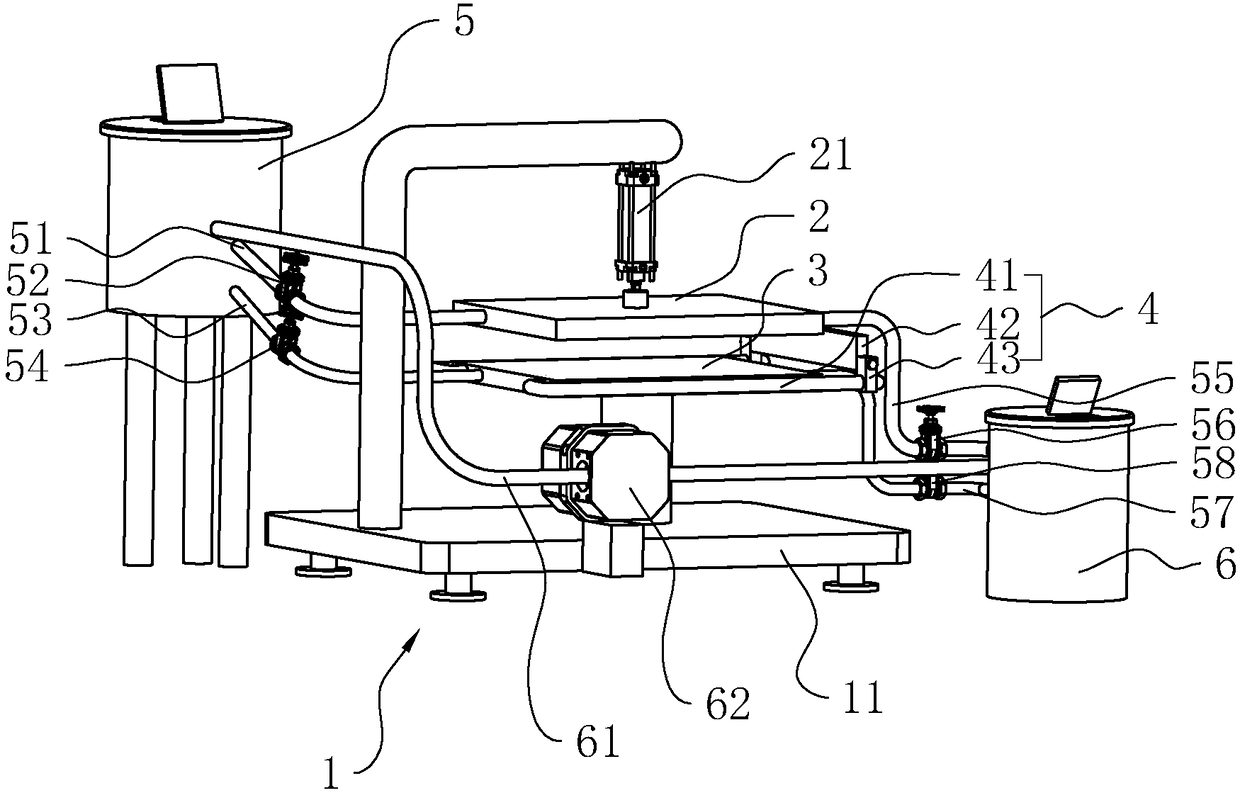
[0050] Embodiment 2: The only difference from the embodiment is that the compaction mechanism 1, refer to image 3 and Figure 4 , The pressing mechanism 1 in the present embodiment includes a frame 11 on which an upper pressing plate 2, a lower pressing plate 3, and a driver 21 for driving the upper pressing plate 2 and the lower pressing plate 3 to move relative to each other are installed. The upper platen 2 is provided with an upper liquid guide channel 22, and the side wall of the upper platen 2 is connected with an upper feed pipe 51. The upper feed pipe 51 communicates with the initial end of the upper liquid guide channel 22. The feed pipe 55 , the upper discharge pipe 55 communicates with the end of the lower liquid guiding channel 31 . The end of the upper feed pipe 51 away from the upper platen 2 is connected to the first liquid storage tank 5 , and the end of the upper discharge pipe 55 away from the upper platen 2 is connected to the second liquid storage tank 6 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More