

Method for producing non-oriented silicon steel by virtue of continuous casting and rolling flow of non-oriented silicon steel and thin slabs
A thin slab continuous casting, oriented silicon steel technology, applied in metal rolling and other directions, can solve the problems of affecting the magnetic properties and surface quality of finished products, prone to corrugated defects, and less continuous casting billets.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
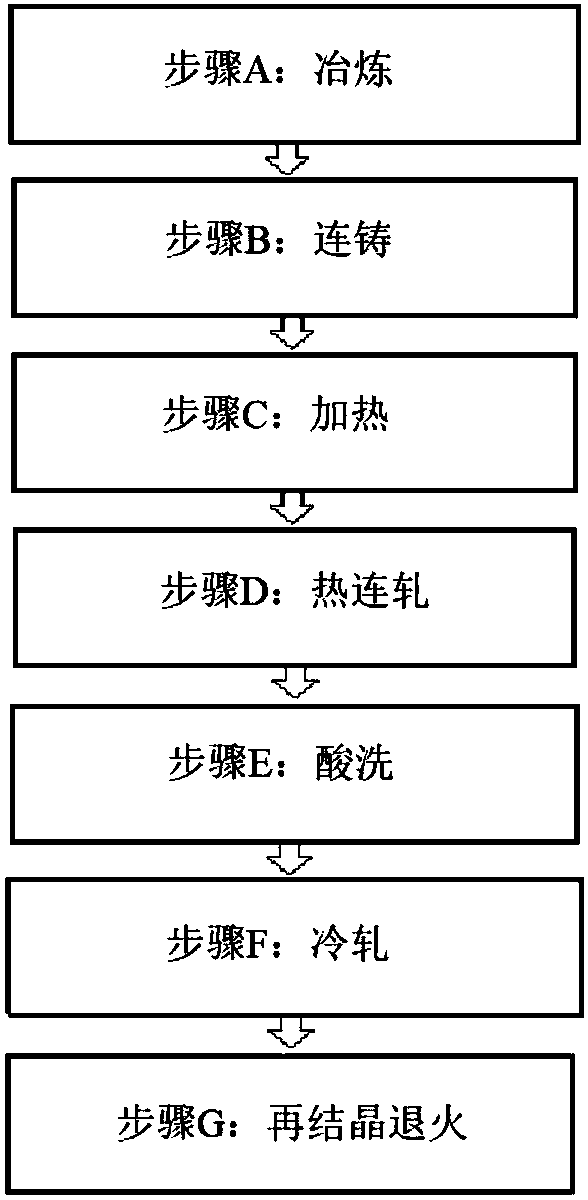
[0056] The method for producing non-oriented silicon steel in the thin slab continuous casting and rolling process of this embodiment includes the following steps:
[0057] Step A: Smelting;
[0058] In the smelting process of step A, the converter smelting is carried out first, and then the RH refining treatment is carried out. After the treatment, the mass percentage of the chemical composition of the molten steel terminal is:
[0059] Si: 2.5%, Al: 1.5%, Mn: 1.5%, [S+O+C+N+Ti]: 76ppm, La: 0.005%, the balance is Fe and other impurity elements;
[0060] Add the rare earth elements 1 minute after the RH refining and alloying is completed, and stir after adding the rare earth elements for 3 minutes;
[0061] Step B: Continuous casting;
[0062] In the continuous casting process of step B, the drawing speed is controlled to 4.6 m / min, and the continuous casting obtains a slab with a thickness of 70 mm; wherein, the superheat of the tundish is controlled to -5°C, and the equiaxed crystal ra...
Embodiment 2
[0073] The method for producing non-oriented silicon steel in the thin slab continuous casting and rolling process of this embodiment includes the following steps:
[0074] Step A: Smelting;
[0075] In the smelting process of step A, the converter smelting is carried out first, and then the RH refining treatment is carried out. After the treatment, the mass percentage of the chemical composition of the molten steel terminal is:
[0076] Si: 3.0%, Al: 1.0%, Mn: 1.0%, [S+O+C+N+Ti]: 70ppm, (La+Ce): 0.008%, the balance is Fe and other impurity elements;
[0077] Add the rare earth element 2 minutes after the end of the RH refining and alloying, and stir after adding the rare earth element for 4 minutes;
[0078] Step B: Continuous casting;
[0079] In the continuous casting process of step B, the drawing speed is controlled to 3.5 m / min, and the casting slab with a thickness of 50 mm is obtained by continuous casting; wherein, the superheat of the tundish is controlled at -5°C, and the equi...
Embodiment 3
[0090] The method for producing non-oriented silicon steel in the thin slab continuous casting and rolling process of this embodiment includes the following steps:
[0091] Step A: Smelting;
[0092] In the smelting process of step A, the converter smelting is carried out first, and then the RH refining treatment is carried out. After the treatment, the mass percentage of the chemical composition of the molten steel terminal is:
[0093] Si: 3.5%, Al: 0.10%, Mn: 0.10%, [S+O+C+N+Ti]: 67ppm, rare earth elements (La+Ce+Nd): 0.01%, the balance is Fe and other impurity elements ;
[0094] Add the rare earth element 2 minutes after the end of the RH refining and alloying, and stir after adding the rare earth element for 4 minutes;
[0095] Step B: Continuous casting;
[0096] In the continuous casting process of step B, the drawing speed is controlled to 2.8 m / min, and the continuous casting obtains a slab with a thickness of 30 mm; wherein, the superheat of the tundish is controlled at -6°C,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More