

A Furnace Tension Compensation Control Method Applicable to Continuous Rolling Horizontal Annealing Furnace
A horizontal annealing furnace, compensation control technology, applied in heat treatment process control, furnace, furnace type, etc., can solve problems such as tension fluctuations in the furnace, improve production efficiency and product quality, reduce abnormal downtime, and avoid damage Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
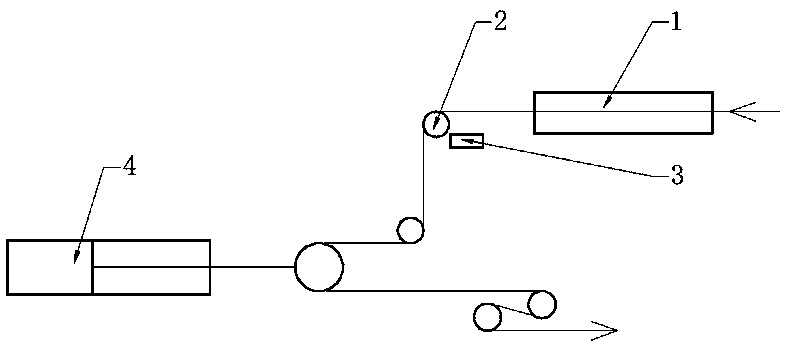
[0032] In this embodiment one, the ultra-pure ferritic steel 441 with a size specification of 1.1×1250mm is taken as an example, as figure 1 The bouncing roller device and the bouncing roller motion closed-loop control system are installed as shown, and when the steel strip of the same specification passes through the annealing furnace, the influence of the acceleration and deceleration process in the furnace area on the tension in the furnace:
[0033] Before the steel coil goes online, the width of the ferritic steel 441 is measured by the on-site sensor in the program, and the given value of the thickness gauge at the exit of the rolling mill is collected through the rolling mill. Calculate ΔW=|1252mm-1249mm|=3mm, Δh=|1.098mm-1.105mm|=0.007mm, determine the compensation coefficient n as 0.5,
[0034] Ultra pure ferritic steel 441 previous volume next volume width 1249mm 1252mm thickness 1.105mm 1.098mm
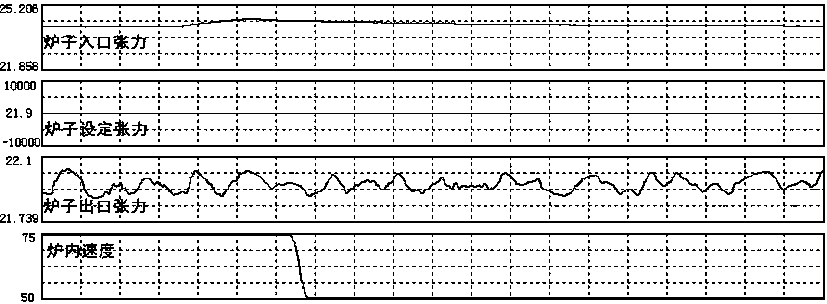
[0035] Such as figure 2 The spe...
Embodiment 2
[0038] In the second embodiment, the ultra-pure ferritic steel 441 with a size specification of 1.1×1250 mm is changed into an ultra-pure ferritic steel 441 with a size specification of 1.5×1500 mm as an example, such as figure 1 The bouncing roller device and the bouncing roller motion closed-loop control system are installed as shown in the figure. Under the same strip speed, the influence of the specification change process on the tension in the furnace is as follows:
[0039] Ultra pure ferritic steel 441 previous volume next volume width 1248mm 1505mm thickness 1.102mm 1.498mm
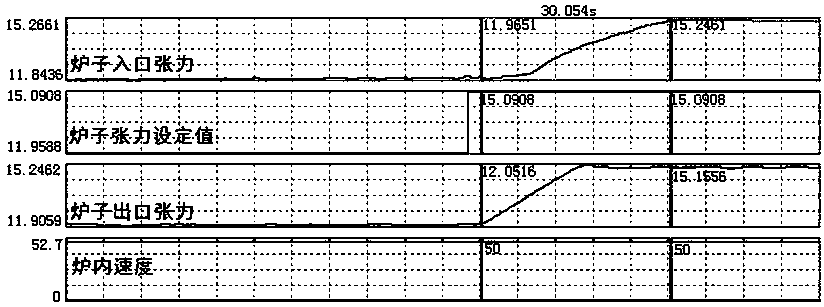
[0040] The speed of the steel strip in the annealing furnace is fixed at 50m / min, and the program selection is used to calculate ΔW=|1505mm-1248mm|=257mm, Δh=|1.498mm-1.102mm|=0.396mm, and the compensation coefficient n is determined to be 1.1, such as image 3 , Dimensions and specifications change, the program calculates that the set value of tension in the fu...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More