

Laser welding platform capable of achieving rapid switching of two stations
A laser welding and fast switching technology, which is applied in laser welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of large footprint, high cost, and low processing efficiency, and achieve reduced footprint and cost, and efficient welding , The effect of improving processing efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] Now in conjunction with the accompanying drawings, the preferred embodiments of the present invention will be described in detail.
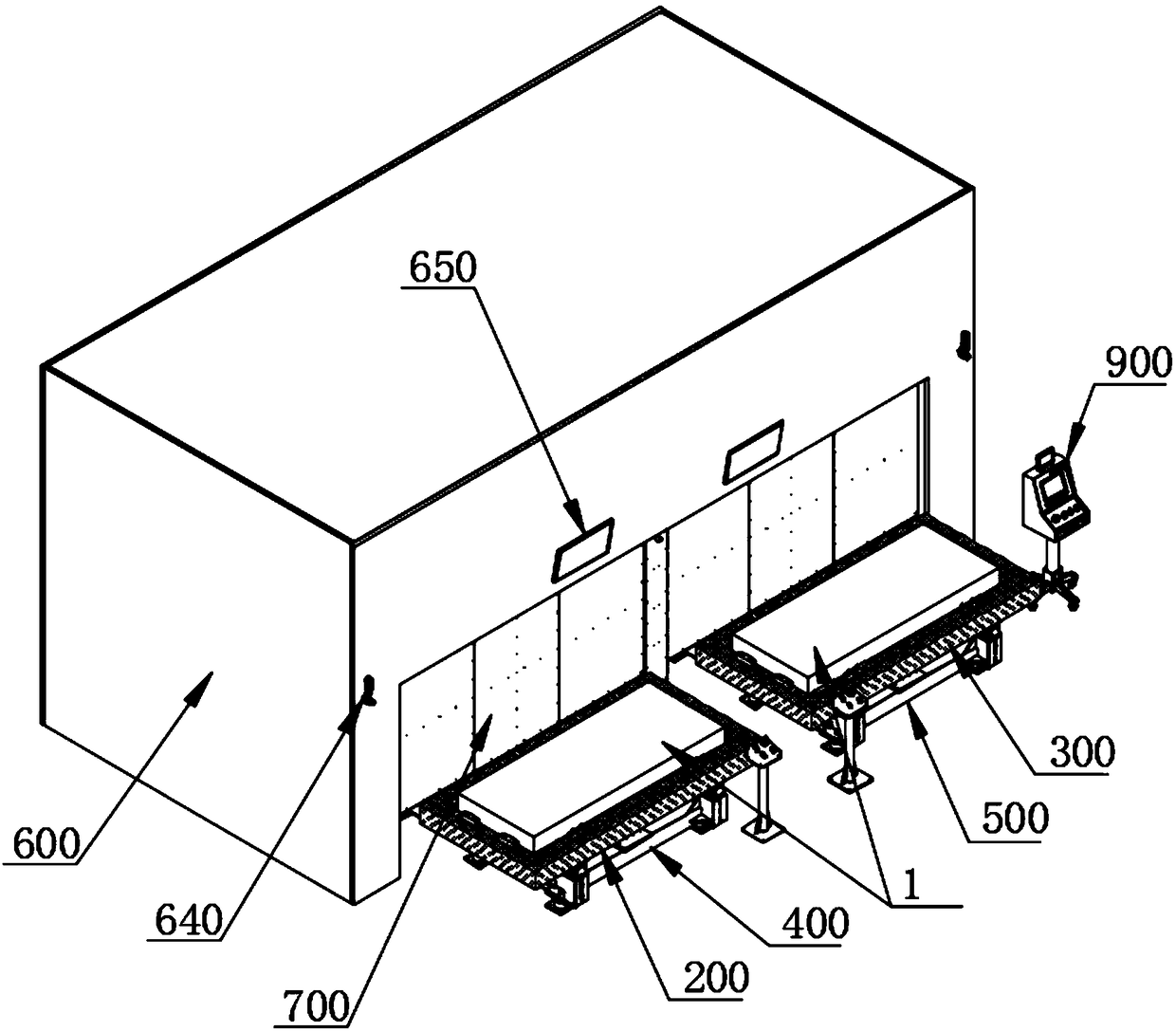
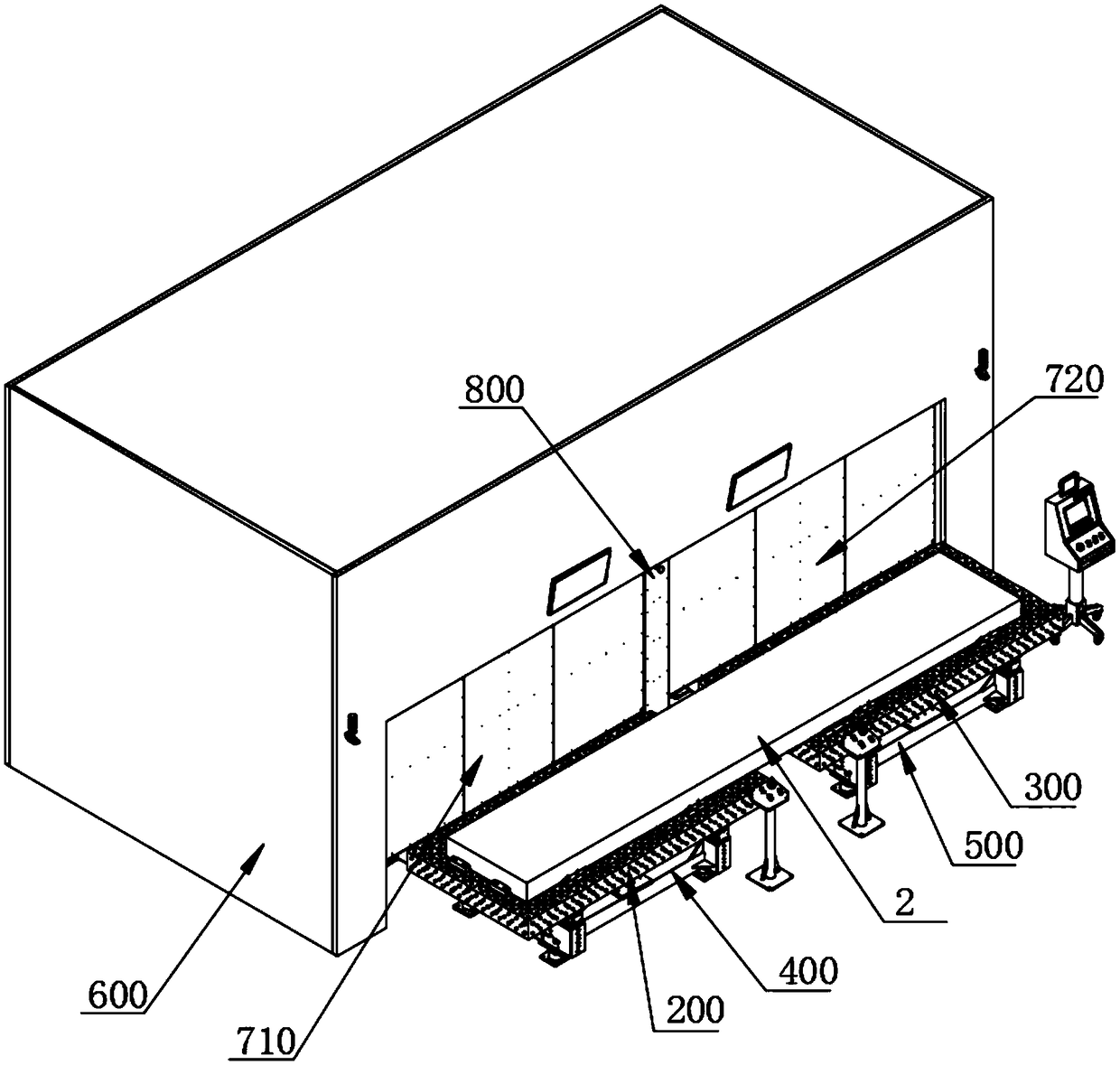
[0025] Such as figure 1 Shown, the present invention provides a kind of laser welding platform of double-station rapid switching, double-station comprises the first station of welding small parts 1 and the second station of welding large-scale parts 2, and laser welding platform comprises laser welding mechanism ( Not shown), the first workbench 200 for positioning parts, the second workbench 300 for positioning parts, the first drive mechanism 400 for driving the first workbench 200 to move, the second workbench for driving 300 moves the second drive mechanism 500 and the electric control system (not shown), the electric control system is electrically connected with the laser welding mechanism, the first drive mechanism 400 and the second drive mechanism 500 respectively.
[0026] At the first station, the electric control system control...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More