

Axial friction welding process method of high-nitrogen austenitic stainless steel and non-magnetic drill collar
A high-nitrogen austenite and non-magnetic drill collar technology, which is applied in welding equipment, manufacturing tools, non-electric welding equipment, etc., can solve the problems of low production efficiency, material waste, and high cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
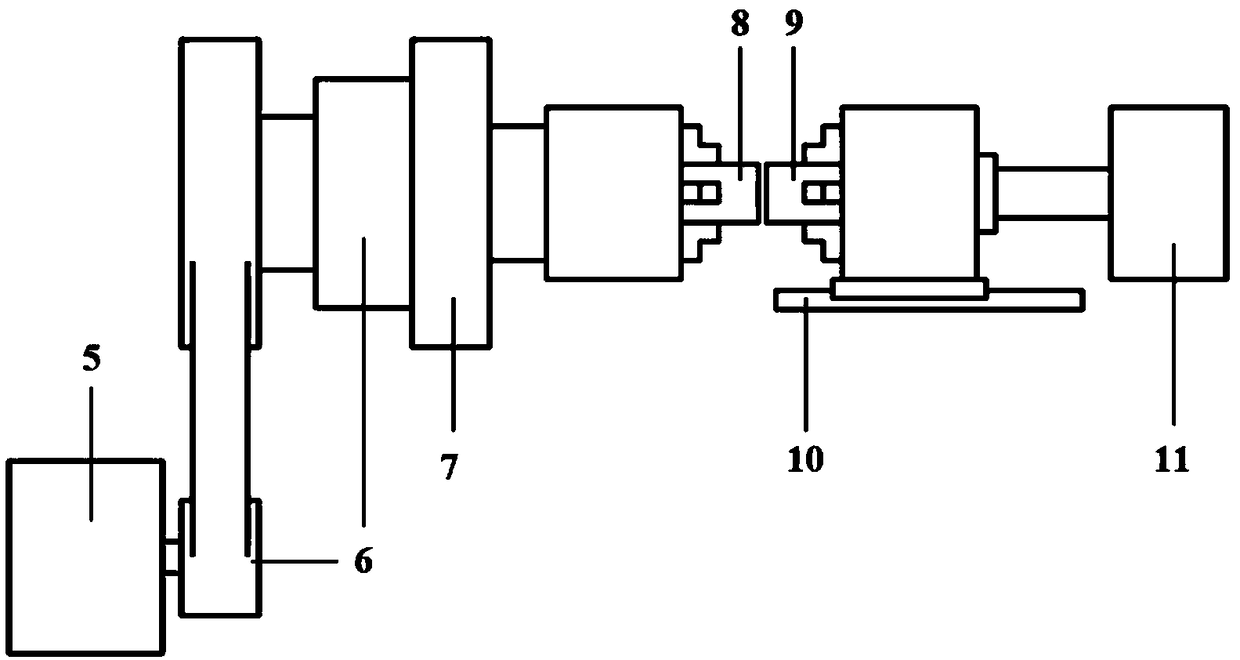
[0072] like Figure 2-4 Shown, a kind of continuous drive axial friction welding process prepares the method for non-magnetic drill collar, comprises the steps:
[0073] (1) Welding interface treatment: make high-nitrogen austenitic stainless steel (composition as shown in Table 1) into a workpiece with an outer diameter of φ104.8mm, a wall thickness of 20mm, and a length of 300mm, and use sandpaper to clean the oxidation on the interface of the workpiece to be welded At the same time, use alcohol and acetone to remove oil stains on the interface to be welded;
[0074] (2) Weldment clamping: install the workpiece clamp in step (1) in the HSMZ-130 type axial friction welding machine, and respectively clamp a workpiece in the movable end clamp 13 and the rotating end clamp 14 of the welding machine ( Rotary end workpiece 8, mobile end workpiece 9), and ensure that workpieces 8 and 9 are coaxial with the rotary end fixture and the movable end fixture; through the control system ...
Embodiment 2
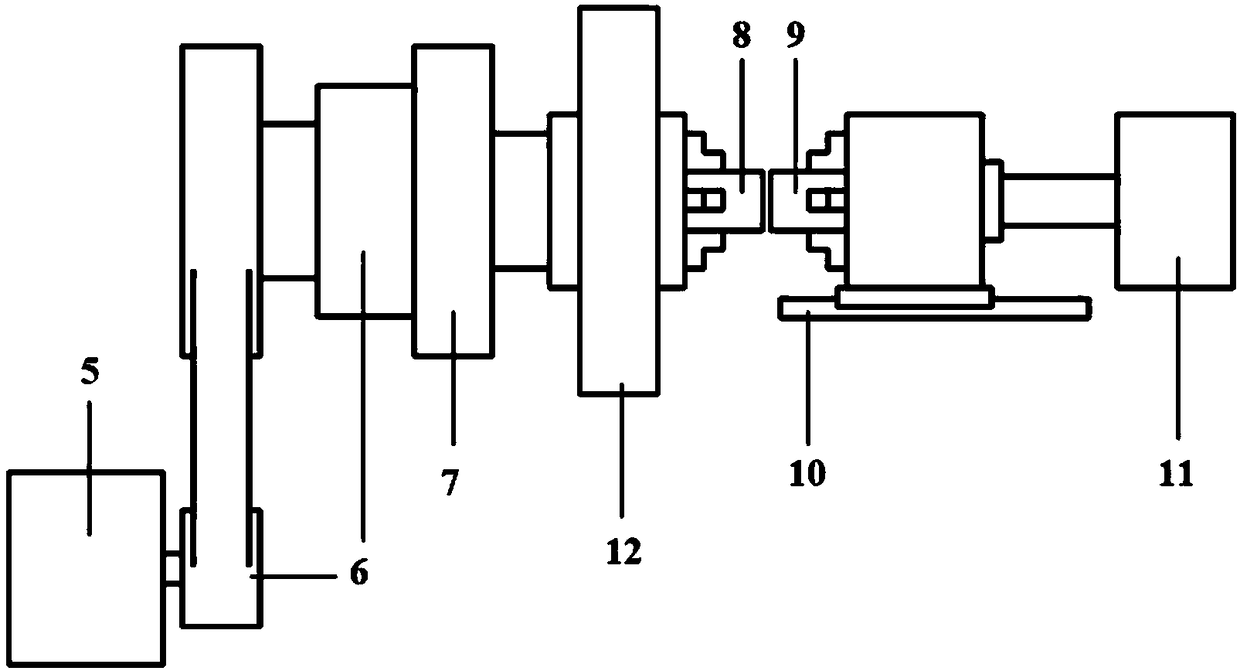
[0077] like Figure 2-4 Shown, a kind of inertial axial friction welding process prepares the method for non-magnetic drill collar, comprises the steps:
[0078] (1) Welding interface treatment: high nitrogen austenitic stainless steel (composition as shown in Table 1) is made into the outer diameter For workpieces with a wall thickness of 80mm and a length of 300mm, use sandpaper to clean the oxide skin on the interface of the workpiece to be welded, and use alcohol and acetone to remove oil stains on the interface to be welded;
[0079] (2) Weldment clamping: the workpiece clamp in step (1) is installed in the HSMZ-130 type axial friction welding machine, and a workpiece is respectively clamped in the moving end clamp 13 and the rotating end clamp 14 of the welding machine ( Rotary end workpiece 8, mobile end workpiece 9), and ensure that workpieces 8 and 9 are coaxial with the rotary end fixture and the movable end fixture; set the initial speed of the flywheel to 2000rad / ...
Embodiment 3
[0082] The preparation method is the same as in Example 1, except that the spindle speed is 2500 rad / min, the friction pressure is 50 MPa, the upsetting pressure is 600 MPa, the friction deformation is 3 mm, and the holding time is 15 s.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More