A kind of remanufacturing method of mig arc welding additive material for fractured plate
A remanufacturing and arc welding technology, which is applied in the field of MIG arc welding additive remanufacturing of fractured plates, can solve the problems of poor uniformity of single-pass weld size, large heat accumulation effect, difficulty in determining the number of welds and welding layers, etc. , to achieve the effects of reducing thermal accumulation effect, strong operability, improving dimensional accuracy and service performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
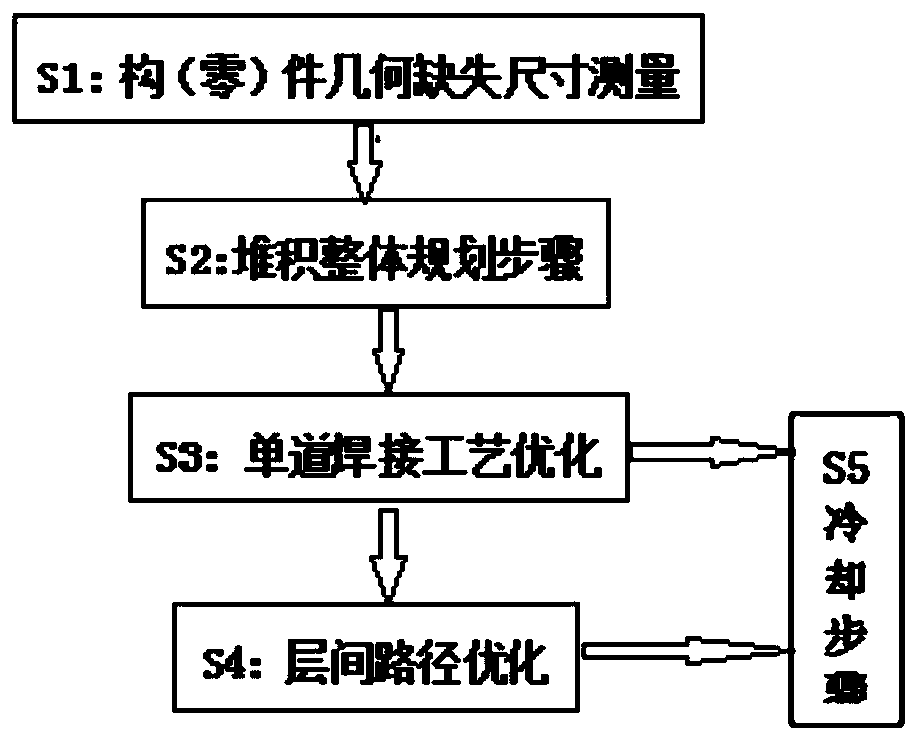
[0041] In Embodiment 1, the MIG arc welding additive remanufacturing method of the fractured plate provided by the present invention includes the following steps:
[0042] S1: Measurement of the defect volume of the fractured part. Through the reverse engineering method, the defect size of the fractured part is determined; the obtained defect size is 35.3mm×20.4mm×4.7mm in length, width and height.
[0043] S2: The overall planning of stacking, with a stacking rate of 8mm 2 , under the accumulation rate condition, the height of each repair is 1.0mm~1.5mm, and the repair width is 4.0mm~6.6mm, and the number of single-layer welds can be determined as [20.4 / 6.6+0.5]~[20.4 / 4+0.5 ], that is, 3~5 layers, the total number of welding layers is: [4.7 / 1.5+0.5]~[4.7 / 1+0.5], that is, 3~5 layers.
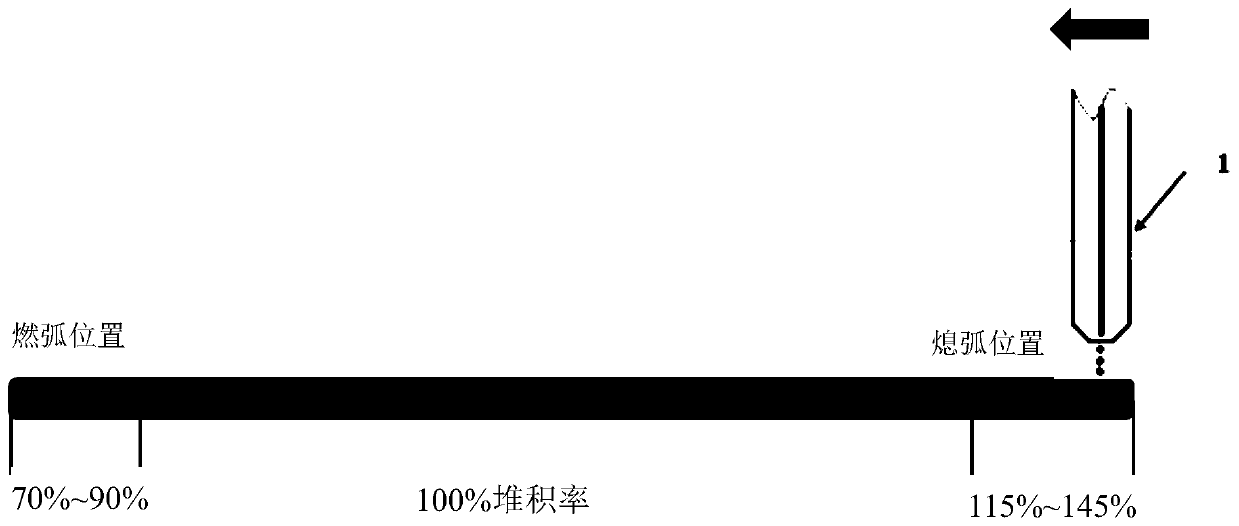
[0044] S3: In terms of single-pass weld optimization, the welding accumulation rate at the arc burning position is reduced (10% to 30%) compared with the welding process accumulation rate, whic...
Embodiment 2
[0050] In the second embodiment, the MIG arc welding additive remanufacturing method of the fractured plate provided by the present invention includes the following steps:
[0051] S1: Measurement of the defect volume of the fractured part. The length, width and height of the defect obtained from the measurement are 47mm×37mm×9.3mm, respectively.
[0052] S2: The overall plan for stacking, with a stacking rate of 30mm 2 , under the accumulation rate condition, the repair height of each layer is 2.3mm-2.7mm, and the repair width is 7.8mm-11.0mm, so the number of single-layer welds can be determined as [37 / 11+0.5]~[37 / 7.8+0.5] , that is, 4~6 layers, the total number of welding layers is: [9.3 / 2.7+0.5]~[9.3 / 2.3+0.5], that is, 3~4 layers.
[0053] S3: In terms of single-pass weld optimization, the welding accumulation rate at the arc burning position is reduced (10% to 30%) compared with the welding process accumulation rate, which is 30% in this embodiment. The welding accumulatio...
Embodiment 3
[0059] In the third embodiment, the MIG arc welding additive remanufacturing method of the fractured plate provided by the present invention includes the following steps:
[0060] S1: Measurement of the defect volume of the fractured part. The length, width and height of the defect obtained from the measurement are 115mm×76mm×26mm, respectively.
[0061] S2: The overall planning of stacking, with a stacking rate of 15mm 2 , under the accumulation rate condition, the height of each repair is 1.5mm-2.3mm, the repair width is 6.6mm-7.8mm, and the number of single-layer welds can be determined as [76 / 7.8+0.5]~[76 / 6.6+0.5 ], that is, 10 to 12 layers, the total number of welding layers is: [26 / 2.3+0.5] to [26 / 1.5+0.5], that is, 11 to 17 layers.
[0062] S3: In terms of single-pass weld optimization, the welding accumulation rate at the arc burning position is reduced (10% to 30%) compared with the welding process accumulation rate, which is 20% in this embodiment. The welding accum...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



