

Stress uniformizing method for high-temperature alloy casing ring forging
A technology for superalloy and ring forgings, applied in the field of plastic processing of superalloy casing rings, can solve the problems of long processing cycle, homogenizing ring forgings, affecting machining accuracy, etc., to reduce machining deformation and homogenize uniformity. , The effect of improving machining efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The present invention will be described in detail below in conjunction with specific embodiments.
[0019] A stress equalization method for a high-temperature alloy casing ring forging, comprising the steps of:
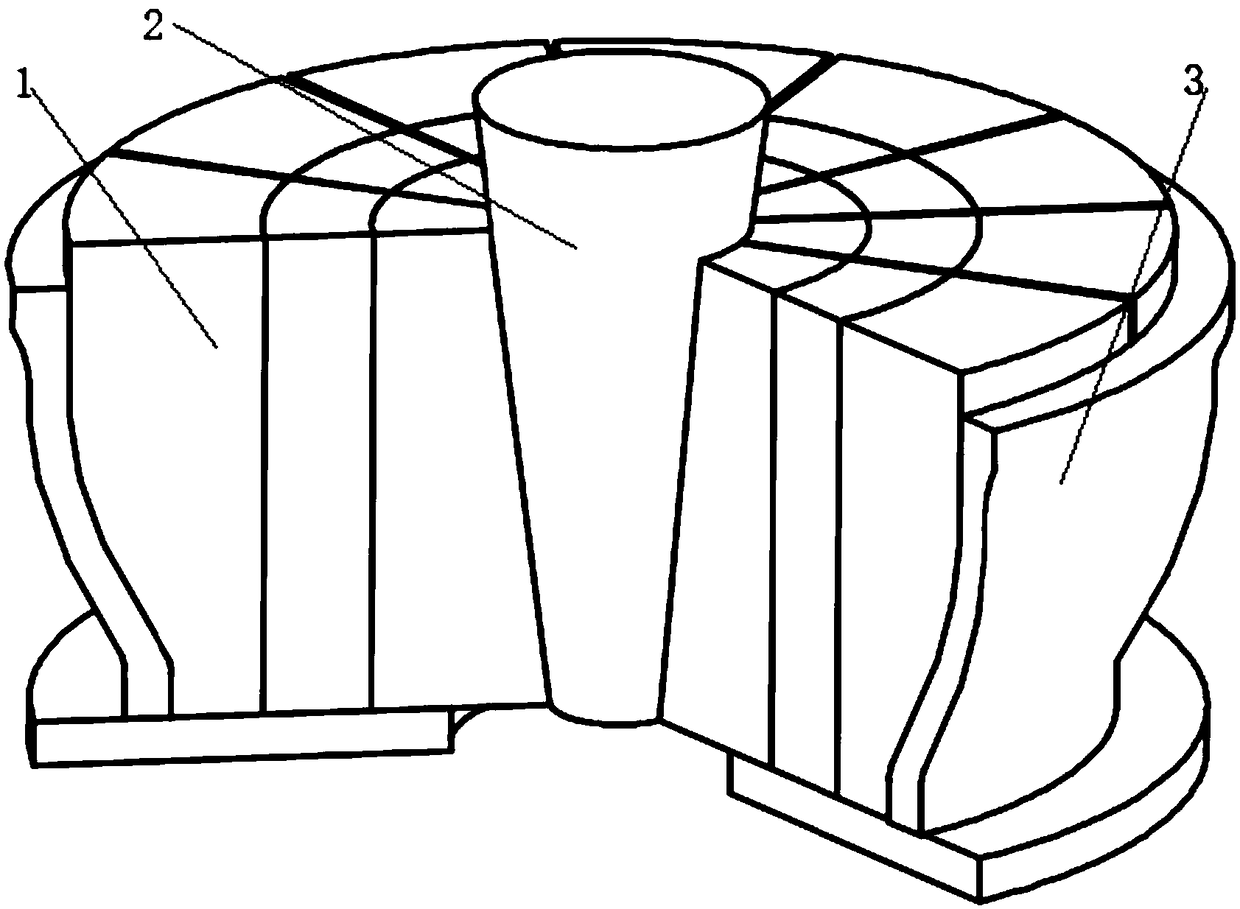
[0020] 1. Considering that the high-temperature alloy casing ring forging 3 will produce various defects such as ellipse and butterfly shape during the pre-rolling process, the average radius cannot reflect the real size of the high-temperature alloy casing ring forging 3, so the circumference The ring diameter is obtained indirectly, and the error is small. First use a tape measure or rope to measure the circumferential lengths of different axial heights one by one to obtain the circumferential length L at the maximum ring diameter 1 and the circumference length L at the smallest ring diameter 2 , and then converted to the maximum ring diameter and minimum ring diameter
[0021] 2. Obtain the yield stress σ and the required strain ∈ of the superalloy th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More