

Incomplete penetration defect elimination method based on UG programming trajectory control
A trajectory control, incomplete penetration technology, applied in the field of friction stir welding, can solve the problems of thinning of welds and low success rate of repair welding, so as to avoid loss of mechanical properties, avoid incomplete penetration defects, and eliminate incomplete penetration defects. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] The present invention will be further elaborated below in conjunction with embodiment.
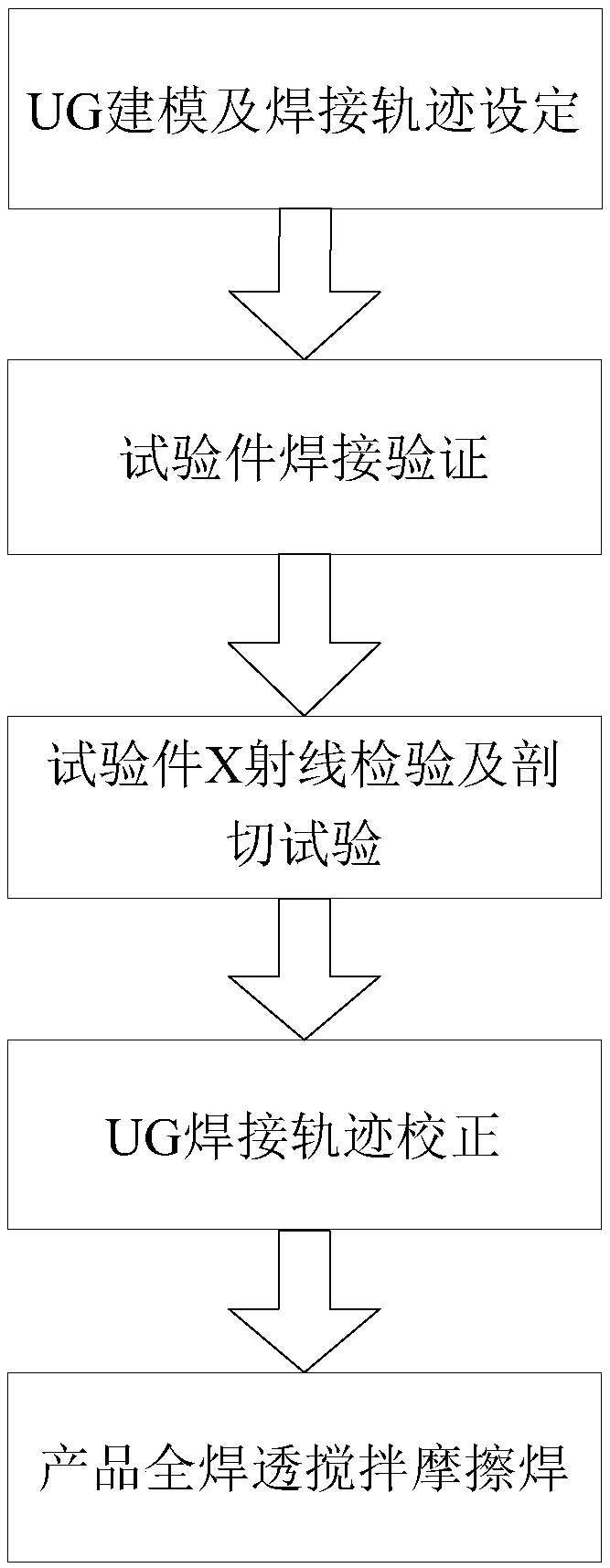
[0016] A method for eliminating incomplete penetration defects based on UG programming trajectory control provided by a preferred embodiment of the present invention includes the following steps:
[0017] Step 1: UG modeling and welding track setting. The product modeling should be completed in the UG software, and the welding trajectory of the model, that is, the tool path trajectory should be set. The tool path trajectory should be set according to the trajectory of the stirring needle tip.
[0018] Step 2: Test piece welding verification. The friction stir welding test is carried out with the test piece product that is exactly the same as the product size and other technical indicators to reflect the real product welding process, and the assembly fastening form and welding sequence are recorded;
[0019] Step 3: X-ray inspection and cutting test of the test piece. Use X-rays t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More