

High-carbon chromium bearing steel continuous casting blank heating control method based on temperature time control
A high-carbon chromium bearing steel, heating control technology, applied in the direction of heat treatment process control, heat treatment furnace, manufacturing tools, etc., can solve the problems of excessive decarburization, uneven diffusion of bearing steel, inability to know the temperature of bearing steel, etc. The effect of improving heating quality and rolling production efficiency
Inactive Publication Date: 2019-01-11
BAOSTEEL SPECIAL STEEL SHAOGUAN CO LTD
View PDF3 Cites 6 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
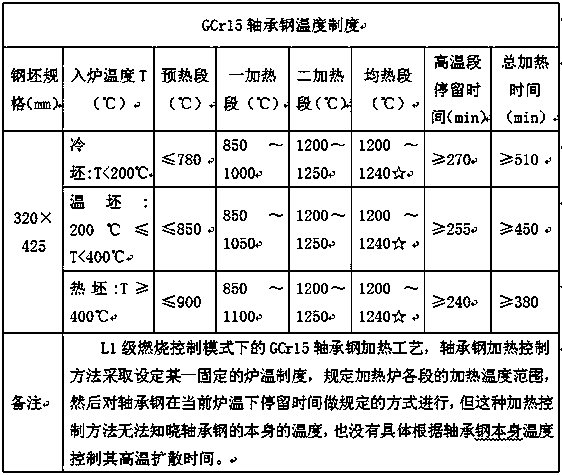
The current heating control method for bearing steel mainly adopts the method of setting a fixed furnace temperature system, specifying the heating temperature range of each section of the heating furnace, and then specifying the residence time of the bearing steel at the current furnace temperature. The control method cannot know the temperature of the bearing steel itself, nor does it specifically control its high temperature diffusion time according to the temperature of the bearing steel itself
These inappropriate heating control methods will directly affect the steel rolling production, and easily cause problems such as uneven diffusion of bearing steel, excessive decarburization and overheating
Therefore, the current heating control method for bearing steel cannot meet the needs of fine heating of bearing steel, and it is necessary to seek a heating control technology based on the temperature of bearing steel itself and the high-temperature diffusion process
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
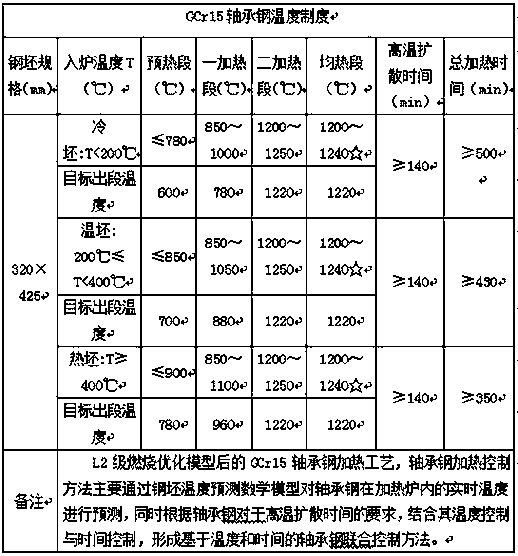
[0040] Let’s make another explanation based on the adjustment and optimization of the heating process before and after the adoption of the L2 combustion optimization model in a certain factory.
[0041] The GCr15 bearing steel heating temperature system under the L1 combustion control mode before the L2 combustion optimization model is adopted (see Table 1), and the GCr15 bearing steel heating temperature system after the L2 combustion optimization model is adopted (see Table 2):
[0042] Table 1
[0043]
[0044] Table 2
[0045]
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
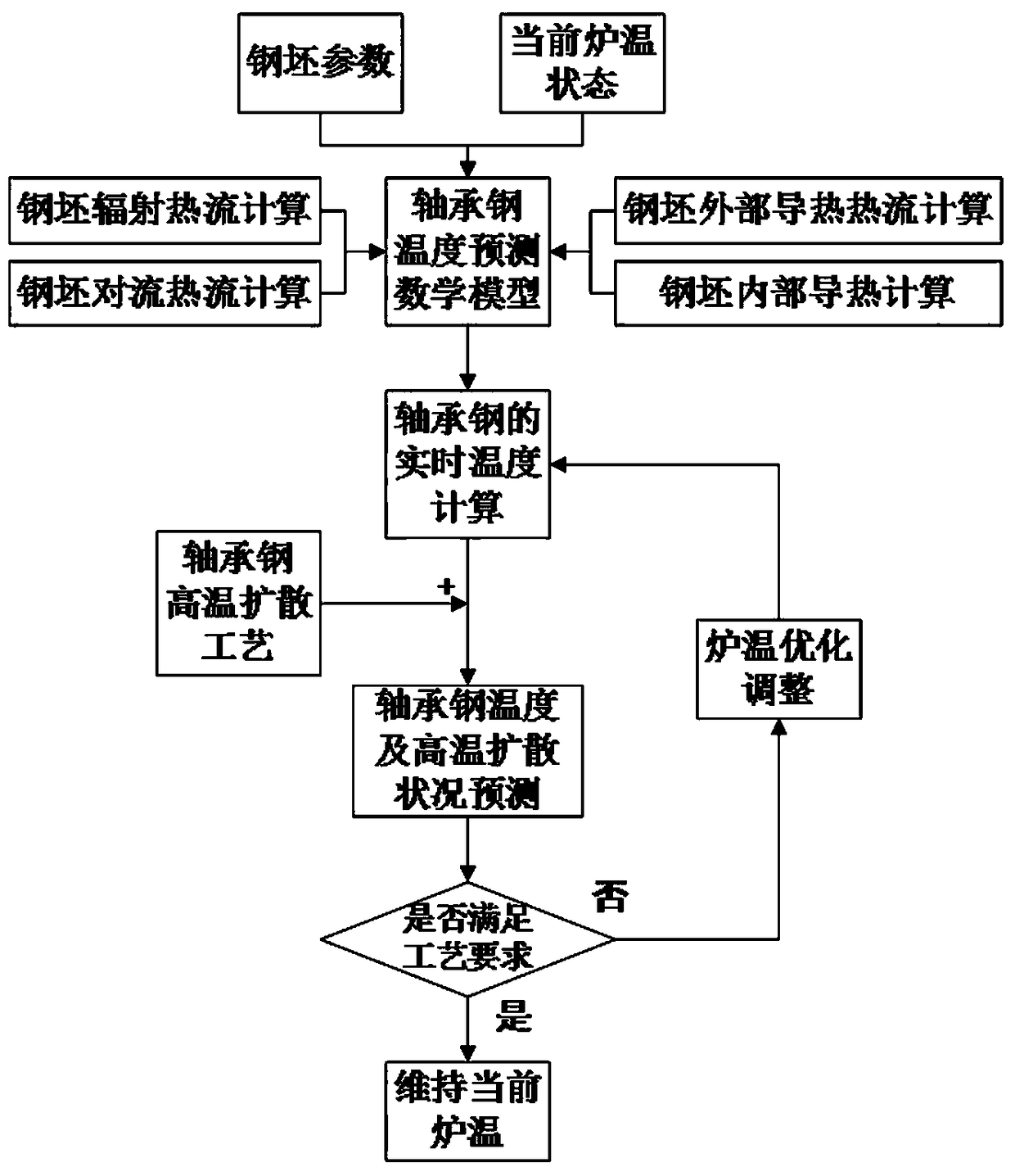
The invention relates to a high-carbon chromium bearing steel continuous casting blank heating control method based on temperature time control. The method comprises the control steps that the boundary dimension of bearing steel which is heated is read in real time through a site production management system; a steel blank temperature prediction mathematic model is started; a hearth heat convection model carries out calculation by adopting a 'Budaoluofu' empirical formula; the steel blank temperature is calculated in real time; according to the steel blank real-time temperature and high-temperature diffusion technological requirements, the steel blank heating quality under the current heating system and production rhythm is predicted; the steel blank heating quality is judged according tothe temperature distribution conditions of sections in the current width and thickness directions of a steel blank and the high-temperature diffusion time of the steel blank; according to the predicted steel blank heating quality, the furnace temperature in different sections is automatically adjusted; according to the heating quality of bearing steel to be out of the furnace and charging temperature conditions, the heating furnace steel tapping speed is adjusted and optimized, the heating furnace heating time is shortened, and therefore rolled steel production efficiency is improved.
Description
technical field [0001] The invention belongs to the technical field of metal heating optimization control methods, and relates to a high-carbon chromium bearing steel continuous casting slab heating control method based on temperature and time control. Background technique [0002] Bearing steel is one of the current special steel varieties that cannot be ignored. It is of vital significance in the production and manufacture of rolling bearings, because it has the problem of segregation in the continuous casting production process and requires high temperature diffusion during the heating process. , so the choice of its heating control method is very important. Heating of bearing steel before rolling is a necessary link in its production process. The heating quality of bearing steel directly affects the output, quality and energy consumption of finished steel. The correct heating process and lean heating operation technology can ensure the smooth progress of steel rolling p...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): C21D11/00C21D9/00G06F17/50
CPCC21D9/0081C21D11/00G06F30/20
Inventor蒋国强邱雄文张宝华陈建洲孙应军李学保文康其
OwnerBAOSTEEL SPECIAL STEEL SHAOGUAN CO LTD