

Rapid forming process of large flange of high-power wind power main shaft
A technology of wind power spindle and forming process, which is applied in manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc. Mechanical properties, improve the density of the tissue, increase the effect of the drawing ratio
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
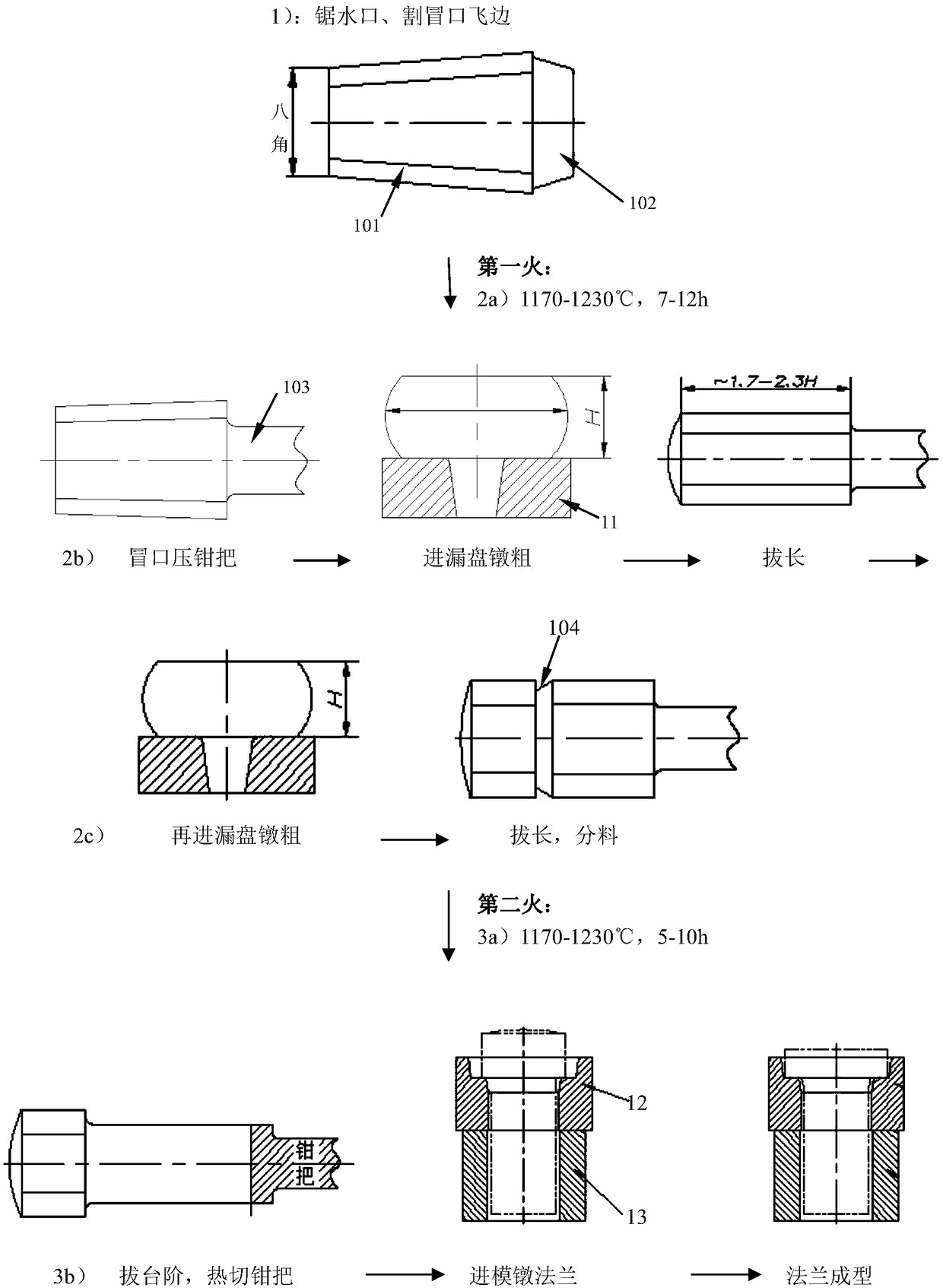
[0041] The forging technological process of the present invention is as image 3 shown, including steps:
[0042] (1) Casting steel ingot blanks, including octagonal material 101 with a large upper end and a small lower end and a riser 102 at the upper end, the octagonal material 101 has an octagonal cross section and a trapezoidal longitudinal section; then cut off the nozzle and cut off the riser flash;
[0043] (2) The first fire forging
[0044] 2a) The billet is put into the furnace and heated to 1170-1230°C, kept for 7-12 hours before being released from the furnace;
[0045] 2b) Press the riser 102 into a clamp handle 103, and upset the drain plate 11 (the clamp handle 103 is placed in the leak hole of the drain plate 11), and the height H of the square material 101 after upsetting is 0.4 to 0.6 times the original length , and then extended to 1.7-2.3H;
[0046] 2c) Then enter the leaking plate and upset to the height H, then pull it out, and cut out the material dis...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More