Oil return channel sand core for casting engine cylinder body
A technology of engine cylinder block and oil return passage, applied in the directions of casting mold, core, casting mold composition, etc., can solve problems such as poor uniformity of wall thickness, hidden quality problems, etc., to reduce thermal expansion rate, improve stress distribution state, reduce fracture effect of risk
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] [Example 1] The sand core of the present invention adopts 40-70 mesh "precious chrome sand", that is, pearl sand, chromite sand, and silica sand are mixed together and prepared in a ratio of 2:2:1 by mass , the tensile strength was increased from 3.0MPa to 3.6MPa. See the table below for other performance parameters.
[0029] type
Refractoriness (℃)
Bulk density (t / m 3 )
thermal expansion rate
Specific heat capacity (J / Kg.K)
silica sand
1710
1.4—1.5
1.5
1130
Pearl sand
1800-2000
2.05
0.13
1423
Chromite sand
1830
2.80
0.3—0.4
1214
[0030] It can be seen from the above table that in terms of thermal expansion index, chromite sand is about 1 / 5 of silica sand, and Baozhu sand is only about 1 / 10 of silica sand. According to calculation, the theoretical expansion value of the upper oil passage core made of chrome sand in the length direction is 1.5mm, which is reduced by 4mm-1.5mm=2.5mm...
Embodiment 2
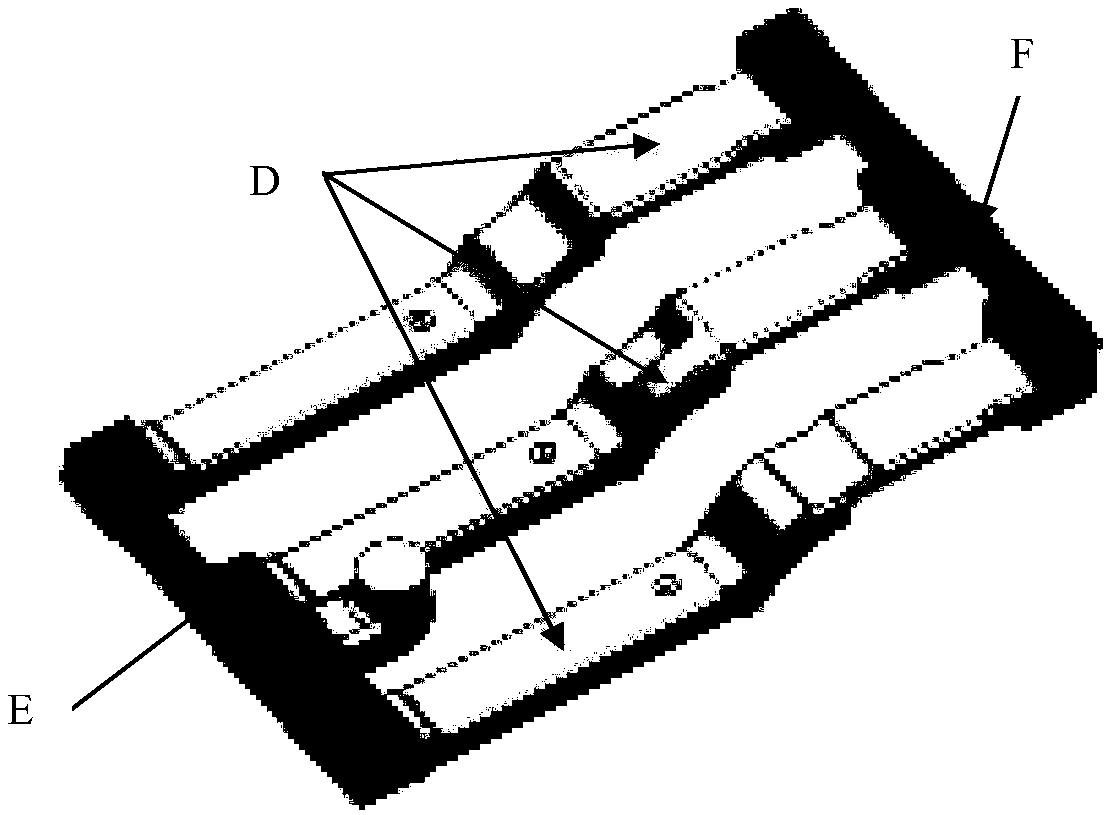
[0032] [Example 2] The sand core of the present invention, after the main body core is assembled, is transferred to the mold cavity as a whole through the core lowering fixture, and then the combination of the upper oil passage core and the main sand core is completed by manually setting the core. Such as figure 2 As shown, D is the sand core forming area, the sand core head at E cooperates with the cap core, and an "I"-shaped core support is placed on the upper surface of the oil passage; the sand core head at F and the crankcase core head Cooperate, similarly, on the upper surface of the oil passage, a "I" shaped core support is placed. The height of the "I"-shaped core support is 7-8mm, and the number is 3-4. It is advisable to support the sand core evenly under force.
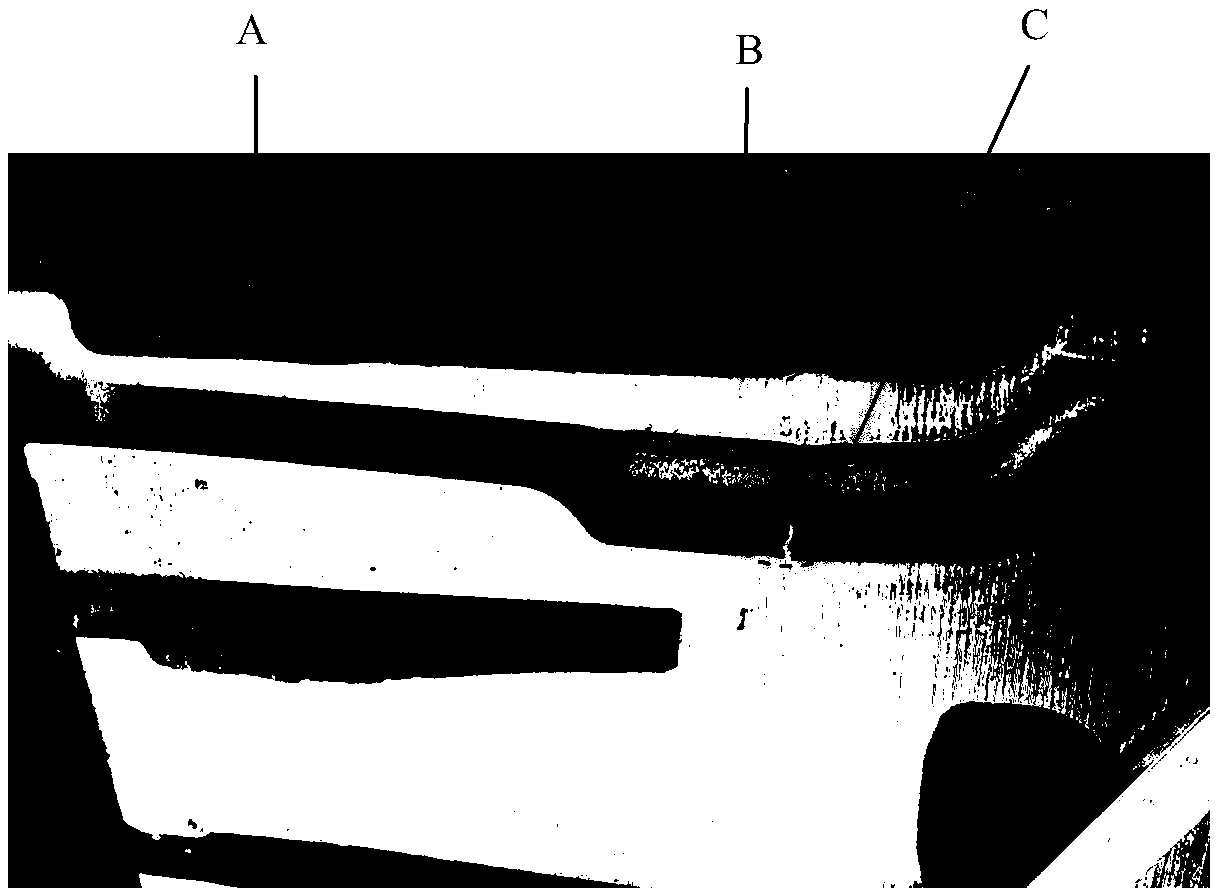
[0033] The direct factor for the deformation / fracture of the oil channel core is the stress on the sand core. Therefore, by doing something like figure 1 The anatomy of the defective parts found that th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Height | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap