

Post-welding thermal treatment method for hypoeutectoid steel rail
A post-weld heat treatment and hypoeutectoid technology, applied in heat treatment furnaces, heat treatment equipment, furnaces, etc., can solve problems such as endangering driving safety, increasing wheel-rail impact, and affecting the service life of rails
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
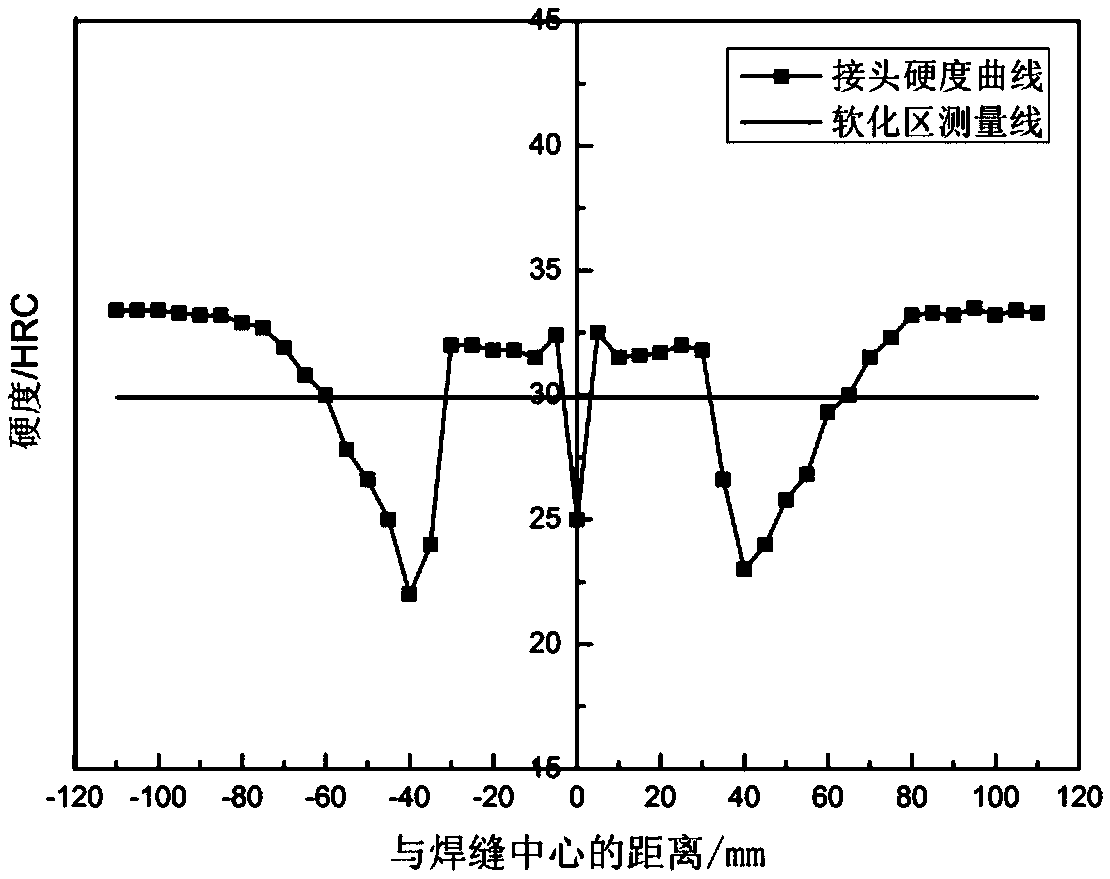
[0038] The hypoeutectoid rail welded joint obtained by flash welding at a temperature of 1400 °C is air-cooled. When the joint is cooled from 1400 °C to 180 °C, the medium-frequency induction profiling electric heating coil is used to heat the entire section of the rail welded joint area; when When the tread temperature of the rail reaches 900°C, the heating is stopped, and then the welded joint of the rail is rapidly cooled to 280°C by spraying compressed air; finally, the welded joint is air-cooled to room temperature (25°C), thereby obtaining the welded Heat-treated hypoeutectoid rail welded joints. The longitudinal hardness data at the position 5mm below the rail head tread of the welded joint is shown in Table 1, and the distribution effect of the longitudinal hardness is as follows figure 1 shown.
[0039] Table 1
[0040]
[0041] From Table 1 and figure 1 It can be seen that when the post-weld heat treatment method provided by the present invention is used to tre...
Embodiment 2
[0043] Air-cool the hypoeutectoid rail welded joint with a temperature of 1300°C obtained by gas pressure welding. When the welded joint is cooled from 1300°C to 200°C, use an oxygen-acetylene flame profiling heater to heat the entire section of the welded joint area of the rail ; Stop heating when the tread temperature of the rail reaches 920°C, then use water mist mixture to air-cool the rail welded joint to 300°C; finally air-cool the welded joint to room temperature (25°C), thereby obtaining the welded joint of the present invention Heat-treated hypoeutectoid rail welded joints. The hardness distribution effect of the welded joint in this embodiment is different from that of figure 1 The effects shown are basically the same, and the metallographic structure of the welded joint is basically the same as that of Example 1. The hypoeutectoid rail welded joint obtained in this example can pass the physical fatigue test with a cycle number of 3 million times.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Hardness | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More