

Nickel-based single-crystal high-temperature alloy connecting powder brazing filler metal as well as preparation method and application thereof
A nickel-based superalloy and alloy powder technology, applied in welding equipment, metal processing equipment, welding/cutting medium/material, etc., can solve the problems of inability to meet the use requirements, low high temperature performance, etc. The effect of high temperature and small dissolution
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] The base material to be welded in this embodiment is a nickel-based superalloy CMSX-4, and the chemical composition of the alloy is (wt.%): Ni-9Co-6.5Cr-6W-6.5Ta-5.6Al-3Re-1Ti-0.6Mo.
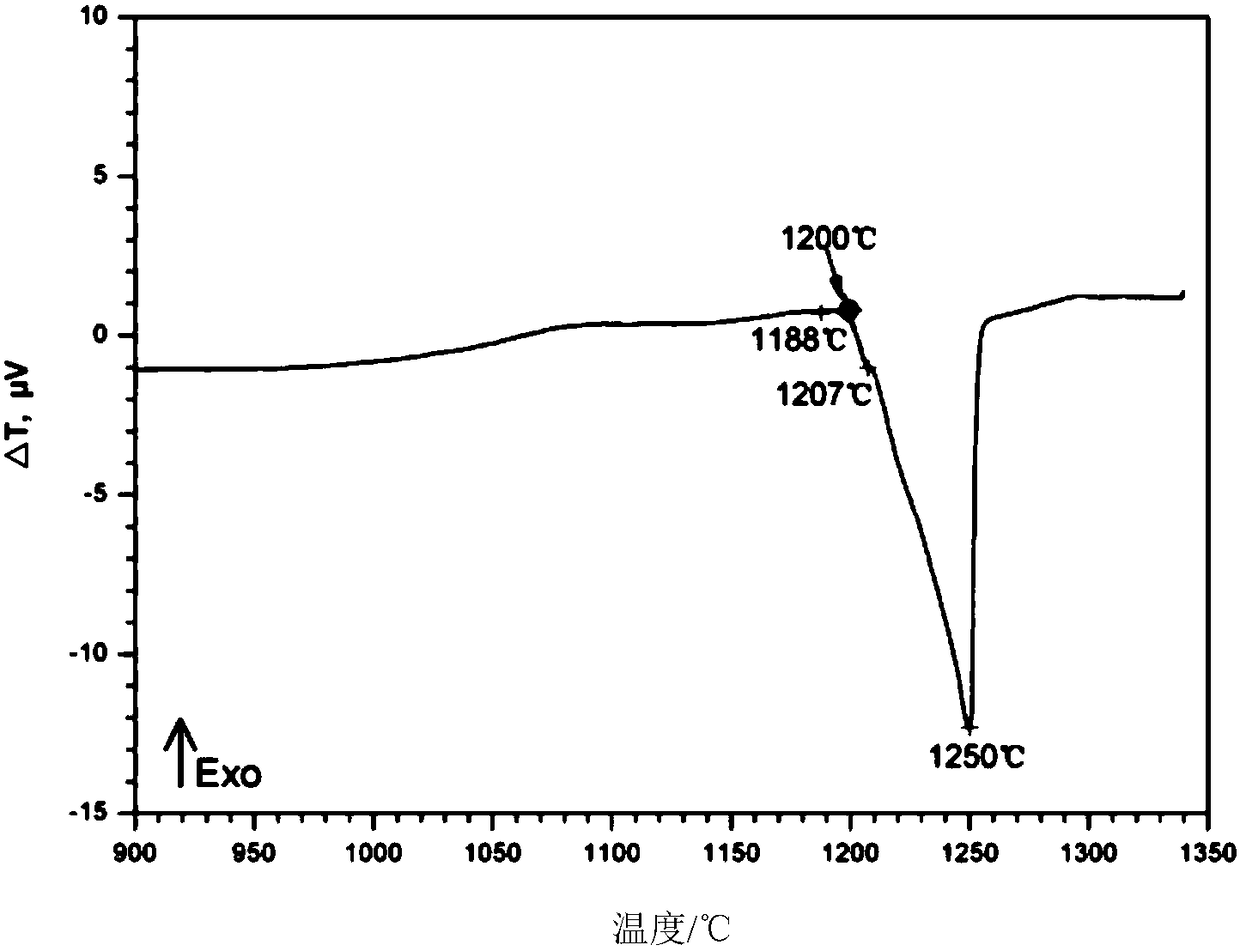
[0032] The chemical composition of the solder is (wt.%): Ni-14Cr-9.5Co-4Al-4W-4Mo-5Ti-0.1Si-0.8B.
[0033] Brazing filler metal preparation method: mix the raw materials with a purity greater than 99.99% in proportion and put them into a vacuum arc melting furnace to melt them into alloy ingots. The melting process is: 1590°C / 1min→1550°C / 10min→1350°C / 10min→1450°C Pouring; after that, the smelted alloy ingot is melted into a metal liquid flow with a temperature higher than 1400 °C, and the metal liquid flow is impacted with argon gas to atomize it into fine droplets, which form alloy powder after rapid cooling, and sieve out no more than 200 mesh powder.
[0034] Before welding, the solid solution nickel-based superalloy CMSX-4 is processed into Use No. 800 sandpaper to grind the surfac...
Embodiment 2
[0037] The base material to be welded in this embodiment is a nickel-based superalloy CMSX-4, and the chemical composition of the alloy is (wt.%): Ni-9Co-6.5Cr-6W-6.5Ta-5.6Al-3Re-1Ti-0.6Mo.
[0038] The chemical composition of the solder is (wt.%): Ni-14Cr-9.5Co-4Al-4W-4Mo-5Ti-0.1Si-1B.
[0039] Brazing filler metal preparation method: mix the raw materials with a purity greater than 99.99% in proportion and put them into a vacuum arc melting furnace to melt them into alloy ingots. The melting process is: 1590°C / 1min→1550°C / 10min→1350°C / 10min→1450°C Pouring; after that, the smelted alloy ingot is melted into a metal liquid flow with a temperature higher than 1400 °C, and the metal liquid flow is impacted with argon gas to atomize it into fine droplets, which form alloy powder after rapid cooling, and sieve out no more than 200 mesh powder.
[0040] Before welding, the solid solution nickel-based superalloy CMSX-4 is processed into Use No. 800 sandpaper to grind the surface t...
Embodiment 3
[0043] The base material to be welded in this embodiment is a nickel-based superalloy CMSX-4, and the chemical composition of the alloy is (wt.%): Ni-9Co-6.5Cr-6W-6.5Ta-5.6Al-3Re-1Ti-0.6Mo.
[0044] The solder composition is (wt.%): Ni-12Cr-9.5Co-3.5Al-4.5W-3.5Mo-3Ti-3Si-0.8B.
[0045] Brazing filler metal preparation method: mix the raw materials with a purity greater than 99.99% in proportion and put them into a vacuum arc melting furnace to melt them into alloy ingots. The melting process is: 1590°C / 1min→1550°C / 10min→1350°C / 10min→1450°C Pouring; after that, the smelted alloy ingot is melted into a metal liquid flow with a temperature higher than 1400 °C, and the metal liquid flow is impacted with argon gas to atomize it into fine droplets, which form alloy powder after rapid cooling, and sieve out no more than 200 mesh powder.
[0046] Before welding, the solid solution nickel-based superalloy CMSX-4 is processed into Use No. 800 sandpaper to grind the surface to be weld...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More