A production process of a ball stud
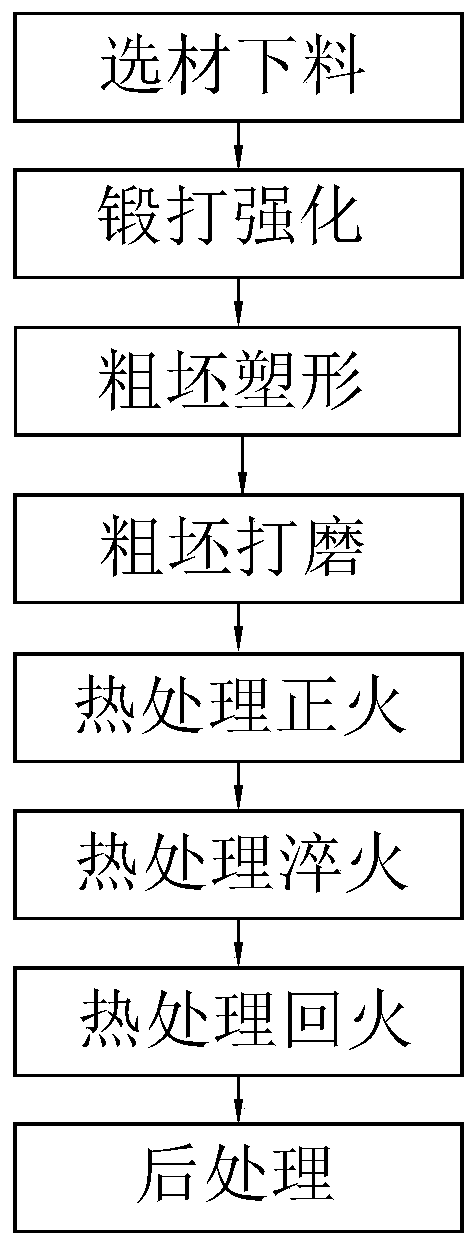
A production process and ball stud technology, applied in the field of machining, can solve the problems of ball stud breakage, ball stud cracks, etc., to reduce hot brittleness, improve surface hardness, high wear resistance and tensile strength. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
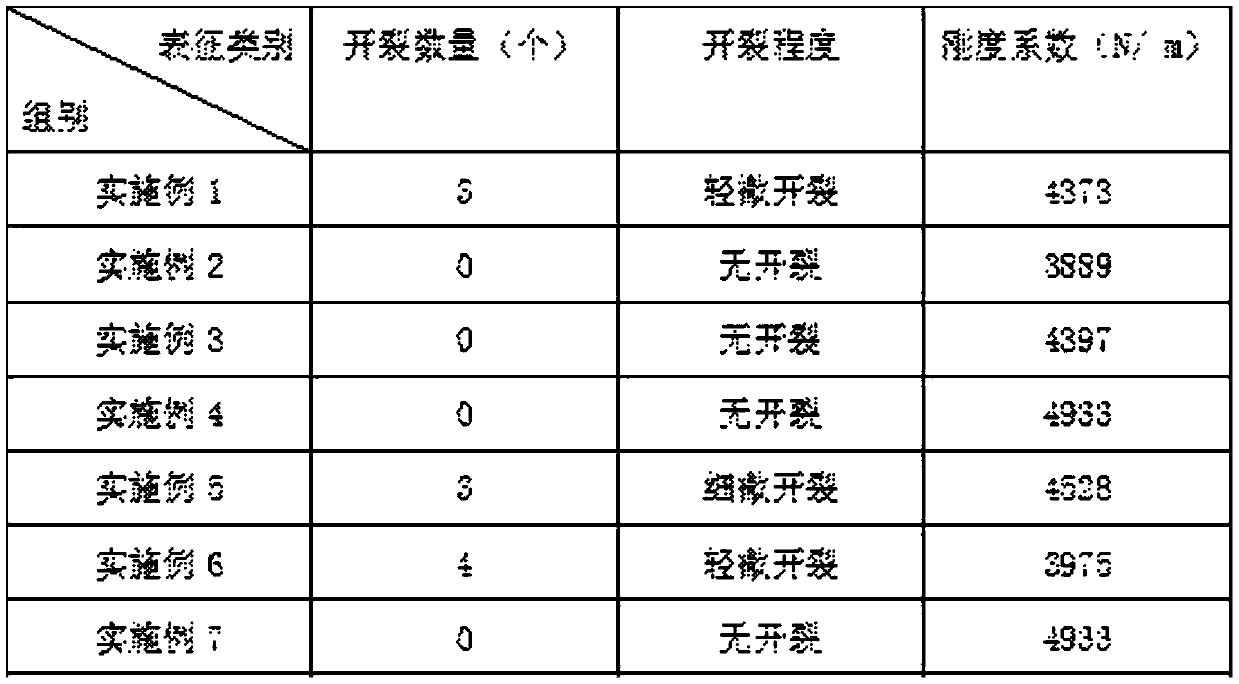
[0058] Example 1: The ball stud is cooled and quenched in two stages of initial cooling and final cooling, and the initial cooling stage is 5L / min·m 2 Spray the ball stud at the highest spraying speed, and switch to 8L / min·m after the ball stud cools to 600-700 degrees Celsius 2 Spray the ball stud at the final cooling spray speed until the ball stud cools to room temperature.
Embodiment 2
[0059] Embodiment 2: The ball stud is cooled and quenched in three stages of initial cooling, intermediate cooling and final cooling, and the initial cooling stage is 3L / min·m 2 Spray the ball stud at the highest spraying speed, and switch to 6L / min·m after the ball stud cools to 600-700 degrees Celsius 2 Spray at the intercooling spray speed, and then switch to 8L / min·m after the ball stud cools to 300-400 degrees Celsius 2 Spray at the final cooling spray speed until the ball stud cools to room temperature.
Embodiment 3
[0060] Embodiment 3: The ball stud is cooled and quenched in three stages of initial cooling, intermediate cooling and final cooling, and the initial cooling stage is 4L / min·m 2 Spray the ball stud at the highest spraying speed, and switch to 7L / min·m after the ball stud cools to 600-700 degrees Celsius 2 Spray at the intercooling spray speed, and then switch to 9L / min·m after the ball stud cools to 300-400 degrees Celsius 2 Spray at the final cooling spray speed until the ball stud cools to room temperature.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com