

Quick forming device for titanium alloy multi-layered plate and forming method thereof
A multi-layer board and titanium alloy technology, applied in forming tools, metal processing equipment, manufacturing tools, etc., can solve the problems of complex forming process, long time-consuming single piece, high equipment requirements, etc., and achieve good welding quality, fast forming speed, The effect of fast diffusion rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The present invention will be further described below in conjunction with accompanying drawing.
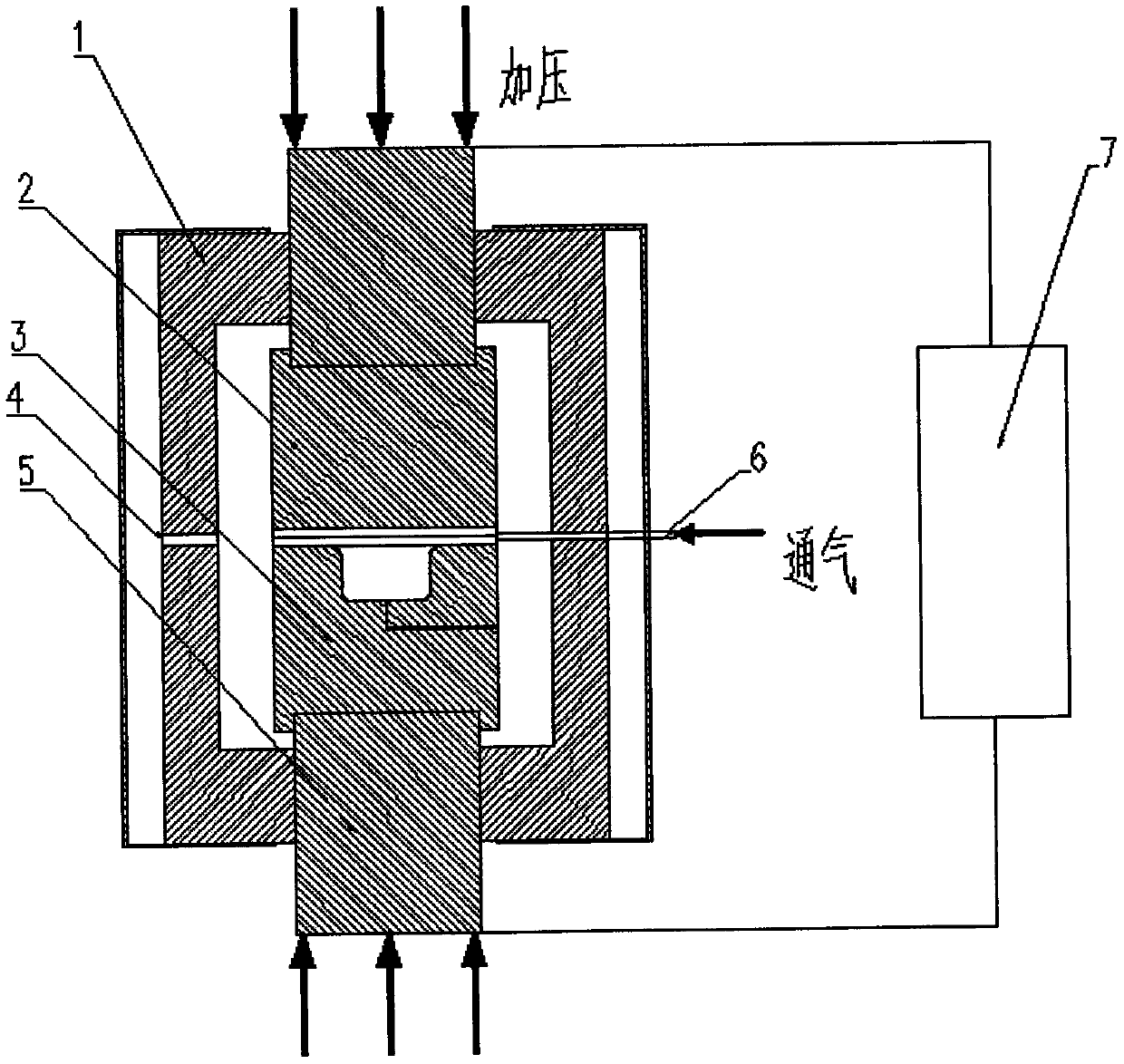
[0025] like figure 1 As shown, a rapid prototyping device of a titanium alloy multilayer plate of the present invention includes a thermal insulation sealed box 1, a graphite upper mold 2, a graphite lower mold 3, a temperature measuring hole 4, a graphite electrode 5, a ventilation pipe 6, and a DC pulse power supply 7 and the sample, the sample is two TC4 titanium alloy discs; the graphite electrode 5 is divided into the first electrode and the second electrode, the first electrode is connected to one end of the DC pulse power supply through a wire, and the second electrode is connected through a wire At the other end of the DC pulse power supply; the sample is located between the graphite upper mold 2 and the graphite lower mold 3, and the graphite upper and lower molds are respectively connected to the pulse power supply through two graphite electrodes 5; the two ends o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More