

Pressure-resisting welding method for circular seam of pressure container
The technology of a pressure vessel and a welding method, which is applied in the field of industrial manufacturing, can solve the problems of low welding efficiency, low production efficiency, and increase the number of weld repairs, and achieve the effect of convenient use and perfect method.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] Embodiment 1: A pressure-resistant welding method for a pressure vessel girth, mainly comprising the following steps:
[0028] Step 1: pre-welding pretreatment
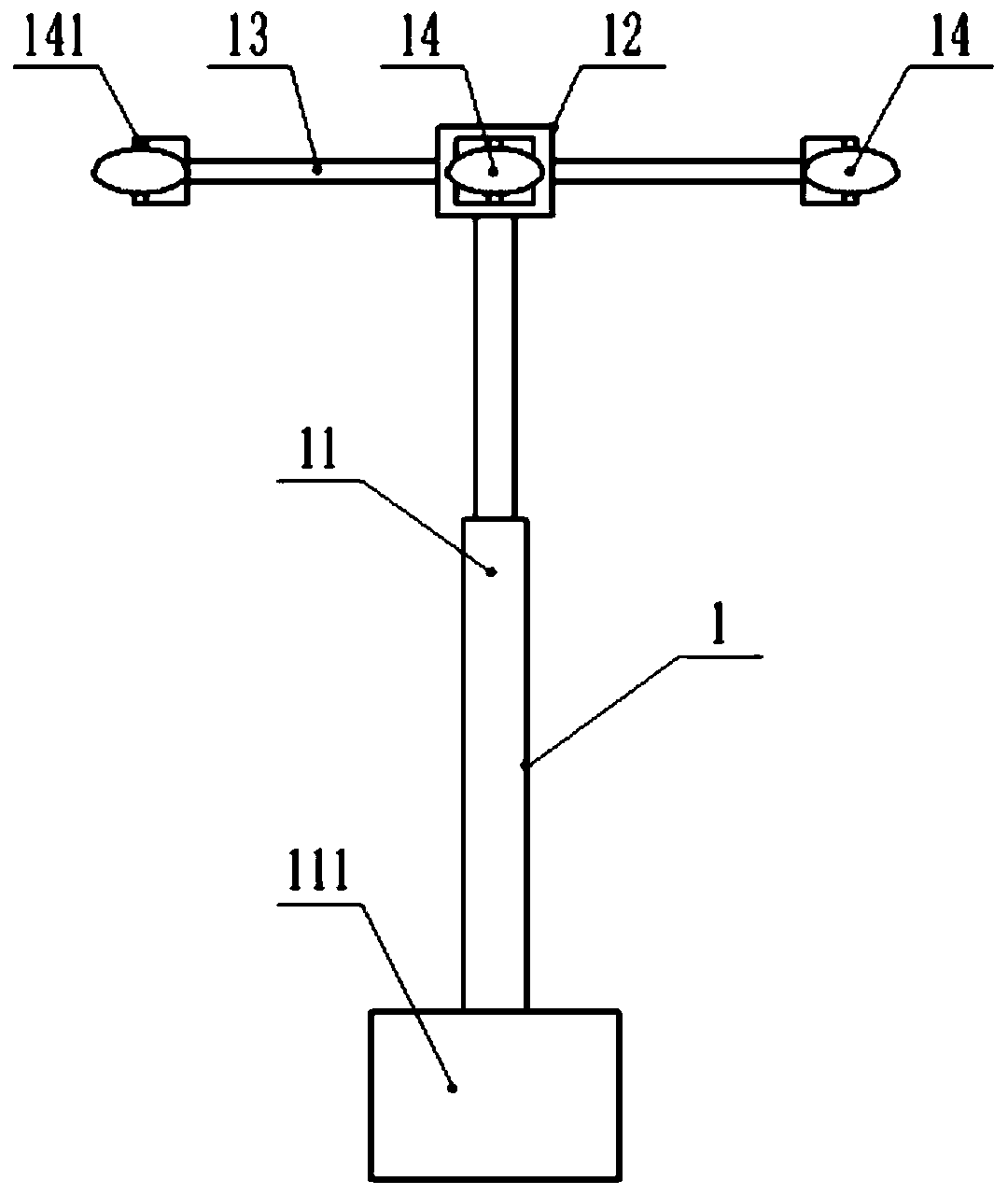
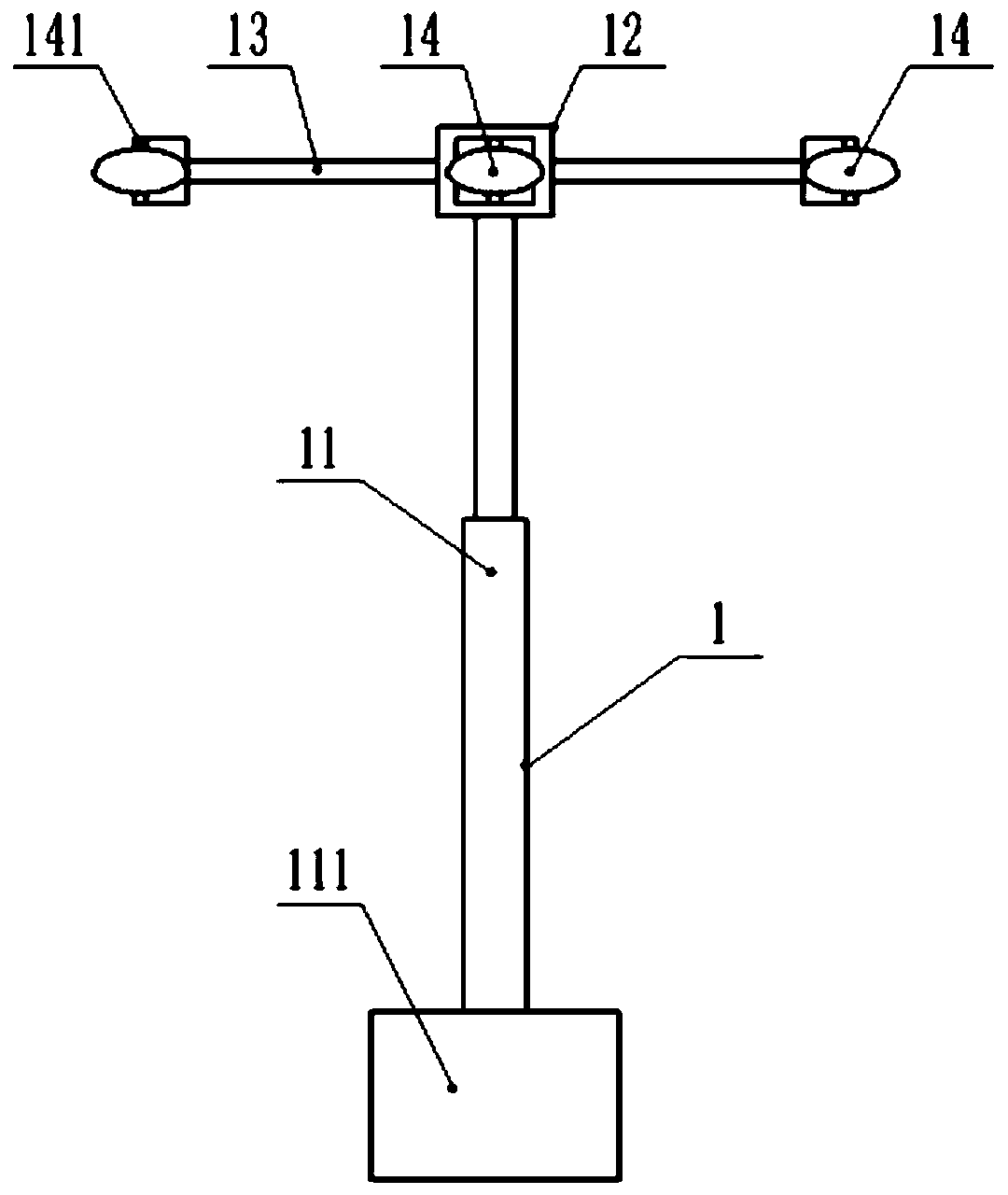
[0029] The pressure vessel cylinder after longitudinal seam welding is cooled and becomes round, and the pressure vessel cylinder is assembled on the supporting rotating frame 1, and the four support rods 13 supporting the rotating frame 1 are adjusted so that the rollers 14 at the front ends of the supporting rods 13 are in line with the The inner wall of the pressure vessel cylinder is in contact, and the plug-in interface is equidistantly drilled on both sides of the fixed pressure vessel cylinder, and the two ends of the pressure vessel cylinder and the connecting end of the pressure vessel head are beveled with a milling machine. Both the outer groove of the head and the pressure vessel cylinder are V-shaped grooves, and the pressure vessel head and the inner groove of the pressure vessel cylinder are both...
Embodiment 2
[0038] Embodiment 2: A pressure-resistant welding method for a pressure vessel girth, mainly comprising the following steps:
[0039] Step 1: pre-welding pretreatment
[0040] The pressure vessel cylinder after longitudinal seam welding is cooled and becomes round, and the pressure vessel cylinder is assembled on the supporting rotating frame 1, and the four support rods 13 supporting the rotating frame 1 are adjusted so that the rollers 14 at the front ends of the supporting rods 13 are in line with the The inner wall of the pressure vessel cylinder is in contact, and the plug-in interface is equidistantly drilled on both sides of the fixed pressure vessel cylinder, and the two ends of the pressure vessel cylinder and the connecting end of the pressure vessel head are beveled with a milling machine. The outer grooves of the head and the pressure vessel cylinder are V-shaped grooves, and the groove angle of the V-shaped groove is 68°. The pressure vessel head and the inner gro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More