Method for airborne thin-walled metal part and nonmetal part bonding
A technology for non-metal parts and metal parts, which is applied in the field of adhesive bonding of airborne thin-walled metal parts and non-metal parts, can solve problems such as deformation, achieve the effects of improving deformation, increasing processing costs, and wide application range
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0062] The material of the thin-walled non-metal parts in this example is epoxy glass fiber composite material, and the thin-walled metal parts are magnesium-aluminum alloy (aluminum alloy) parts. Process metal thin-walled parts, non-metallic thin-walled parts and glued tooling molds (aluminum film molds) respectively according to the existing digital models, and no pre-calibration processing has been carried out at this time.
[0063] The specific operation steps are as follows:
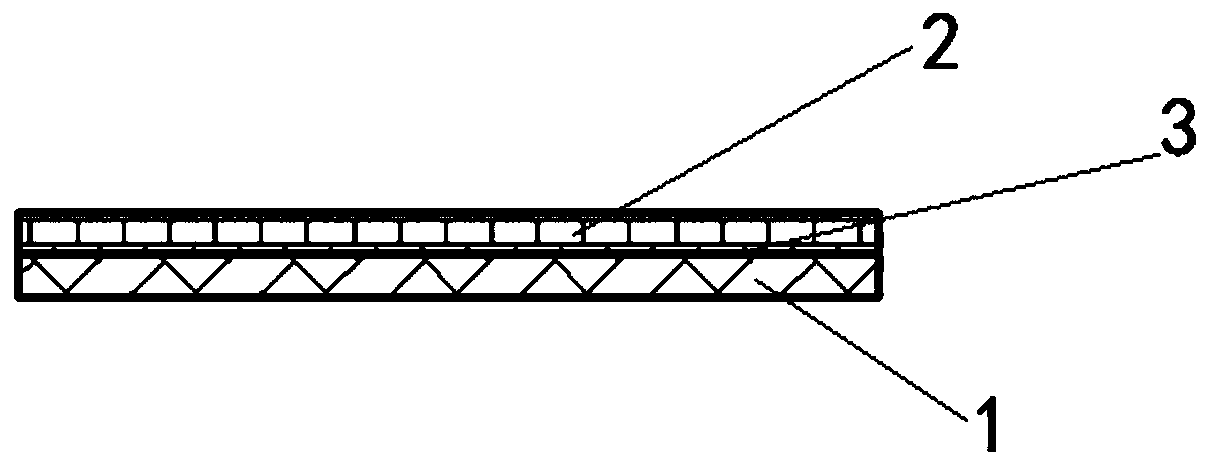
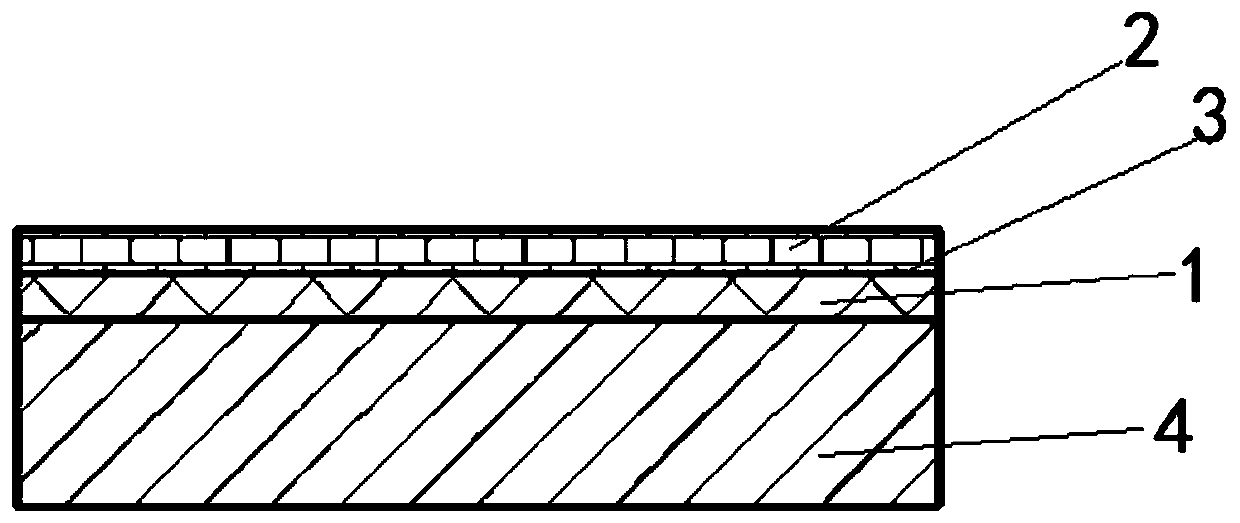
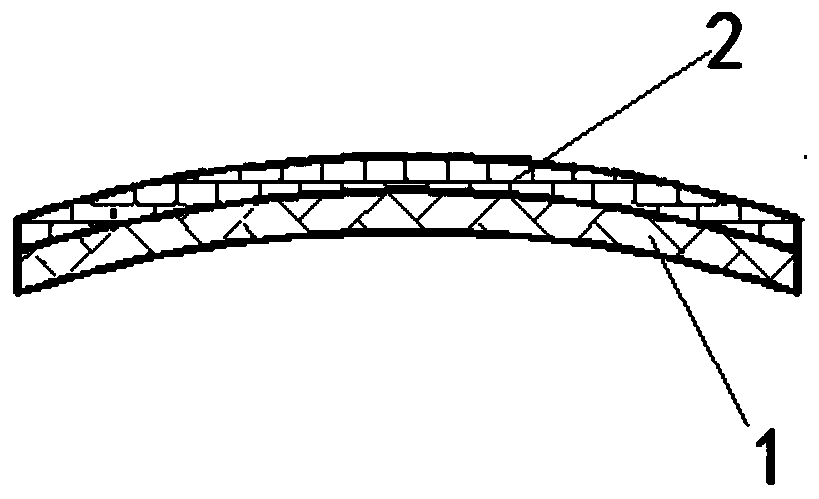
[0064] 1. Bonding: Preferably, 5 pairs of metal thin-walled parts and non-metallic thin-walled parts are bonded. After bonding, the two tips of the combined parts are deformed downward (negative direction of Z axis).
[0065] Among them, the specific operation of gluing is: attach the adhesive film to the metal thin-walled parts or non-metallic thin-walled parts. and use positioning pins to position them to prevent the dislocation of the two in the subsequent process; wrap the closed assembly with ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More