

Thin-walled elongated pipe member whole precision processing method
A technology for precision machining and slender tubes, which is applied in the field of overall precision machining of thin-walled slender tubes, and can solve problems such as weak rigid parts, precision machining, and deformation control
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
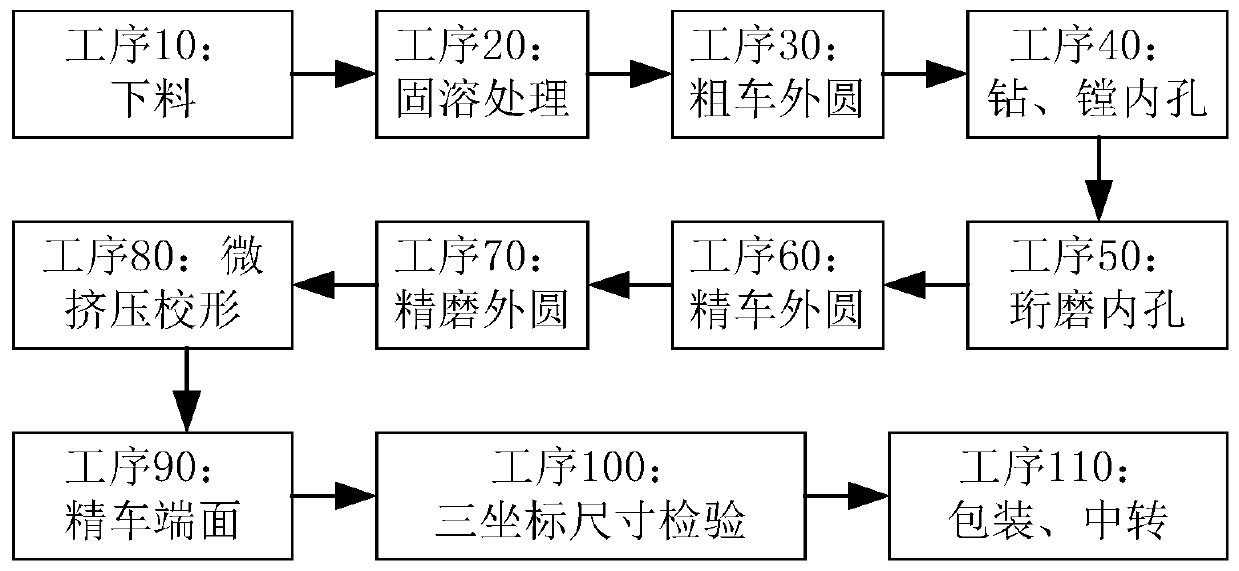
[0058] In the embodiment of the present invention, the inner diameter of the thin-walled slender tube is Φ23.8+0.050mm, the outer diameter is Φ24.4mm, the wall thickness is 0.3+0.030mm, the length is 575.5+0.050mm, the straightness of the outer circle is 0.025mm, and the inner and outer circles are coaxial The degree is 0.025mm, and the perpendicularity between the two ends of the surface and the axis of the inner circle is 0.05mm. The material of the parts is austenitic stainless steel. It is required that the inner and outer surfaces must not have defects such as nicks, scratches, and pits, and splicing is not allowed. The specific process is as follows:
[0059] 1) Cutting
[0060] The blank material is a bar with a diameter of Φ35mm and a length of 605mm.
[0061] 2) heat treatment
[0062] Solution heat treatment temperature 1050℃±10℃, holding time 1h, water cooling.
[0063] 3) Rough turning end face and outer circle
[0064] ①Roughly turn both ends of the surface to...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More