

Angle welding process for automatic submerged-arc welding and welding tool used thereby
A submerged arc automatic welding and welding tooling technology, which is applied in welding equipment, welding equipment, arc welding equipment, etc., can solve the problems that it is difficult to meet the angle requirements of the grooved bulkhead, it is difficult to prevent welding deformation, and the amount of tooling materials is large. , to achieve the effect of good surface forming effect, less welding labor intensity and improved production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
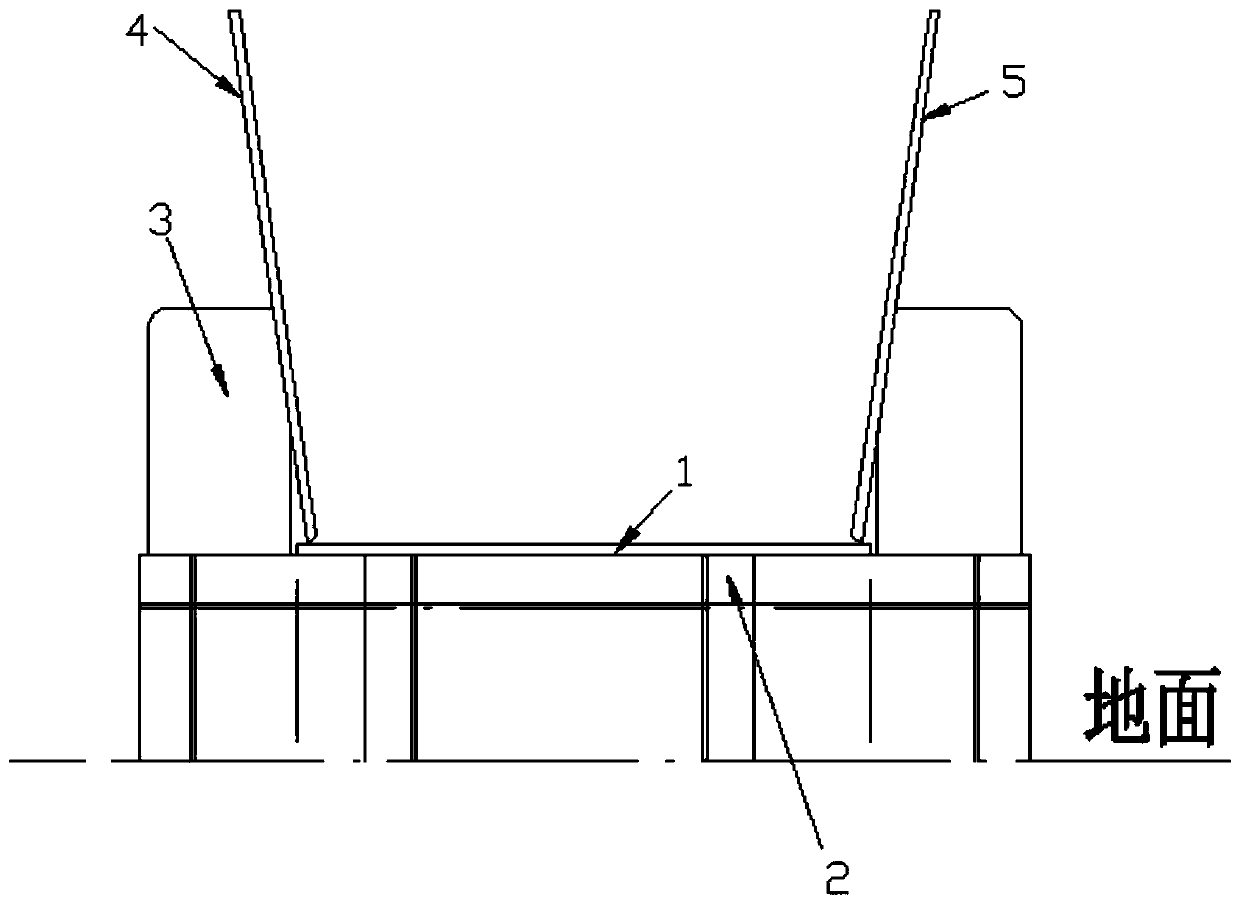
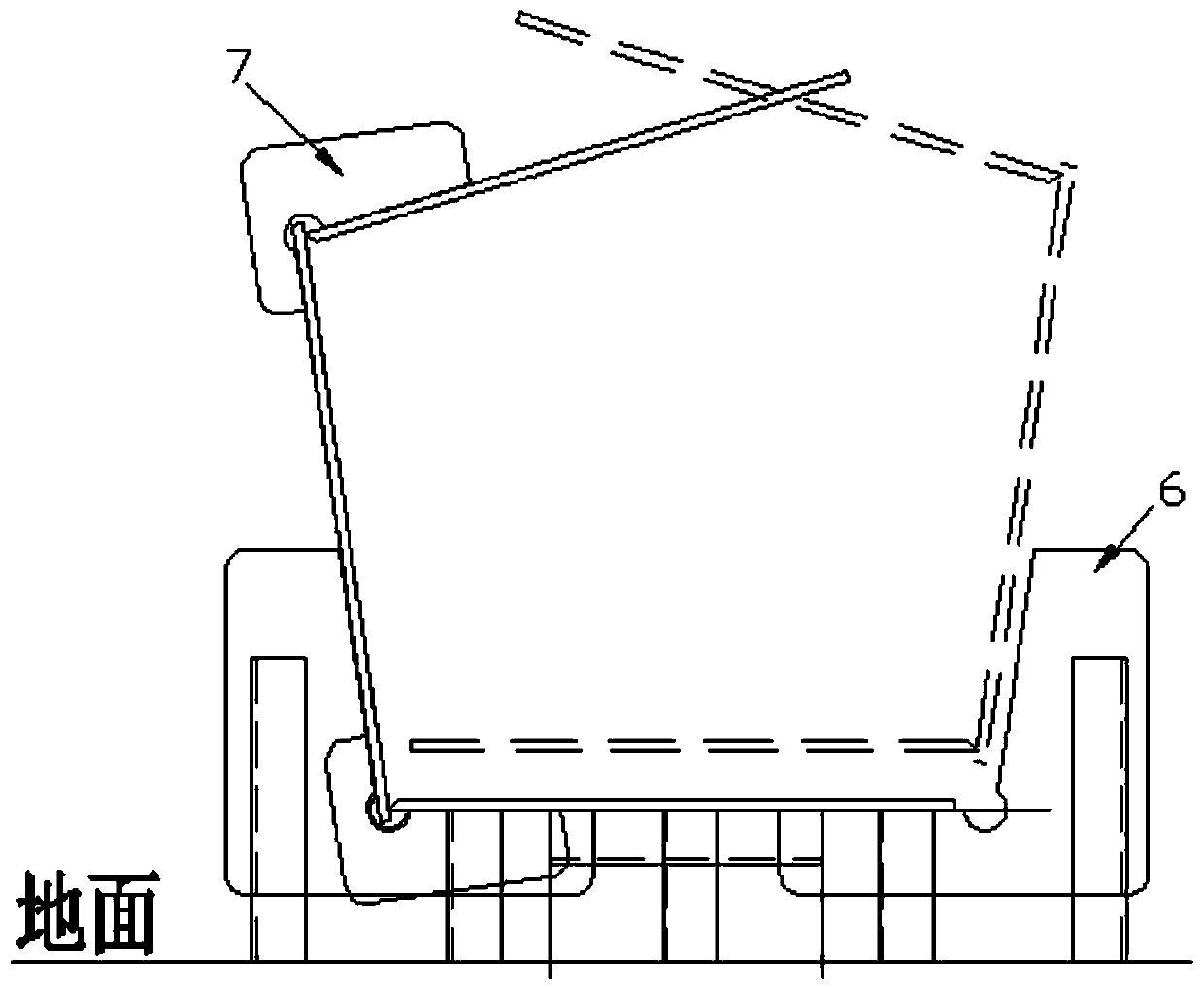
[0025] Such as Figure 1 to Figure 6 as shown ( image 3 The dotted line corresponds to the schematic diagram of steps S4 and S5), the present invention is a submerged arc automatic fillet welding process, comprising the following process steps:
[0026] S1: First place the bottom plate 1 of the three wall plates of the corrugated bulkhead on the tire frame made of angle steel 2, and then place several pairs of welding templates 3 arranged in pairs on the tire frame. The templates 3 are arranged symmetrically and two of each pair are respectively located on the left side of the left side wall 4 and the right side of the right side wall 5, and then the bottom plate 1, the left side wall 4 and the right side wall 5 are assembled together ;
[0027]S2: Hoist the assembled corrugated bulkhead and turn over to the position where the left side wall 4 or right side wall 5 is located below, and place the corrugated bulkhead on the lower left side wall 4 or right side wall 5 placed ...
Embodiment 2
[0034] The only difference from Embodiment 1 is that the angle between the left side wall plate and the bottom plate is 115°.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More