Method for eliminating surface cracks of ultra-wide high-nitrogen austenitic stainless steel medium thick plate
A high-nitrogen austenite and surface crack technology, which is applied in the direction of workpiece surface treatment equipment, process efficiency improvement, metal rolling, etc., can solve the problems of not considering the width ratio, not considering, not considering the influence of stainless steel surface, etc. Achieve the effects of improving surface quality, reducing the tendency of cracks, and increasing the equiaxed crystal ratio
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The following examples are used to specifically illustrate the contents of the present invention, and these examples are only general descriptions of the contents of the present invention, and do not limit the contents of the present invention.
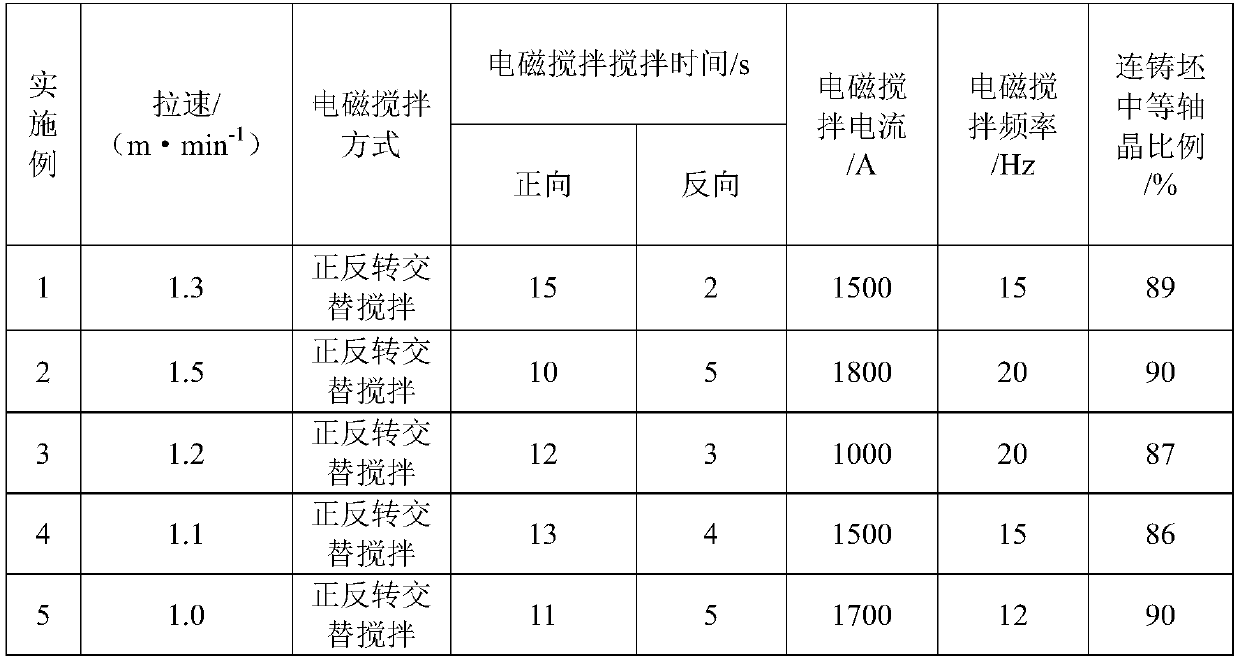
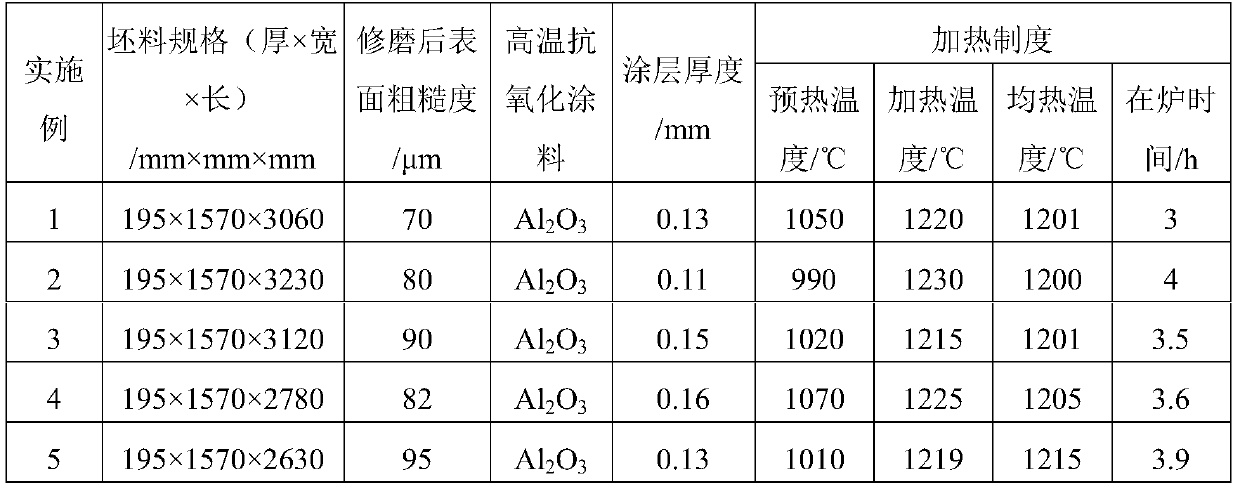
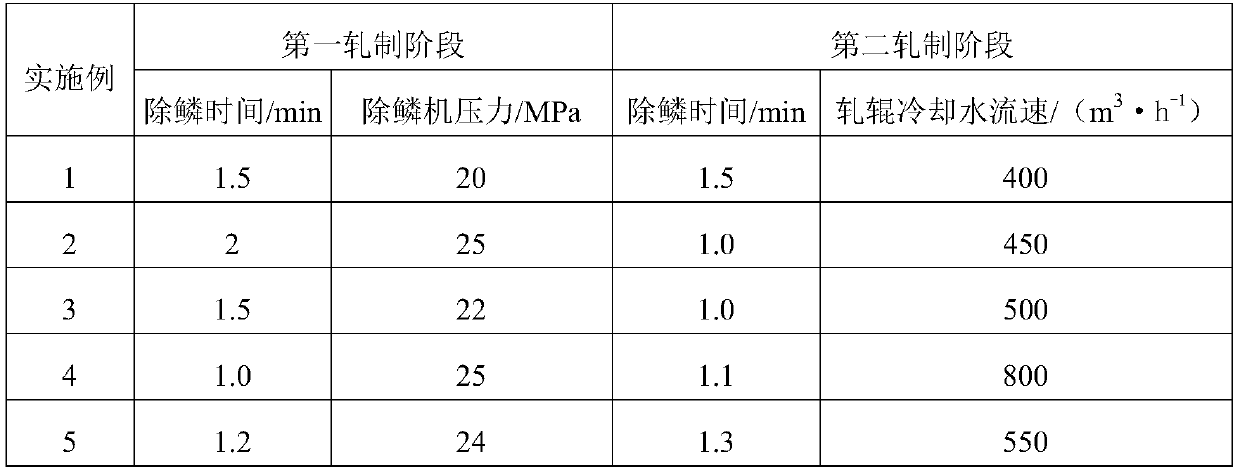
[0025] Wherein Table 1 is the chemical composition of embodiment steel, and Table 2 is the smelting process system of embodiment steel, and Table 3 is the processing method of embodiment steel slab; Table 4 is the descaling method of embodiment steel; Table 5 is embodiment The rolling method of the steel; Table 6 is the reduction of each pass of the steel of the embodiment; Table 7 is the solid solution process of the steel of the embodiment; Table 8 is the performance of the stainless steel of the embodiment.
[0026] The chemical composition (wt, %) of the embodiment of the present invention of table 1
[0027] Example C Si mn Cr Ni N Ca als 1 0.026 0.35 1.65 18.6 11.2 0.12 0.0011 0.021 2...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com