Large-scale cylindrical gear ring split type constraint rolling forming method
A split-type, cylindrical technology, applied in the direction of gears, other household appliances, household appliances, etc., can solve the problems of difficult to manufacture large cylindrical gear rings, difficult to fill the tooth shape, low mold life, etc., to achieve low manufacturing cost and small forming force. , the effect of easy processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] In order to have a clearer understanding of the technical features, purposes and effects of the present invention, the specific implementation manners of the present invention will now be described in detail with reference to the accompanying drawings.
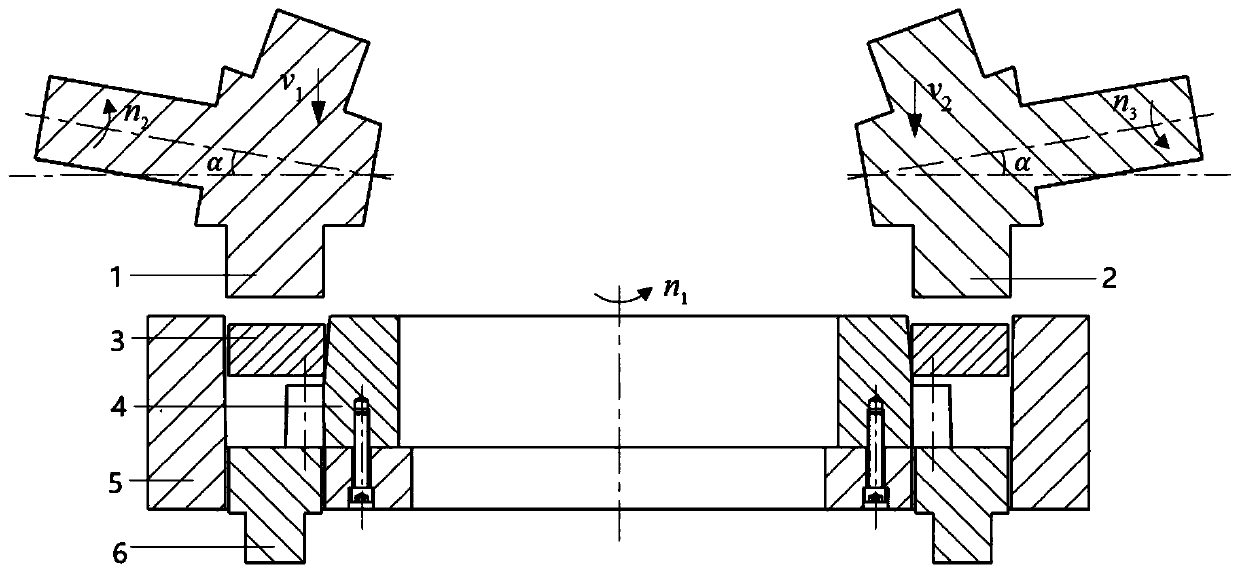
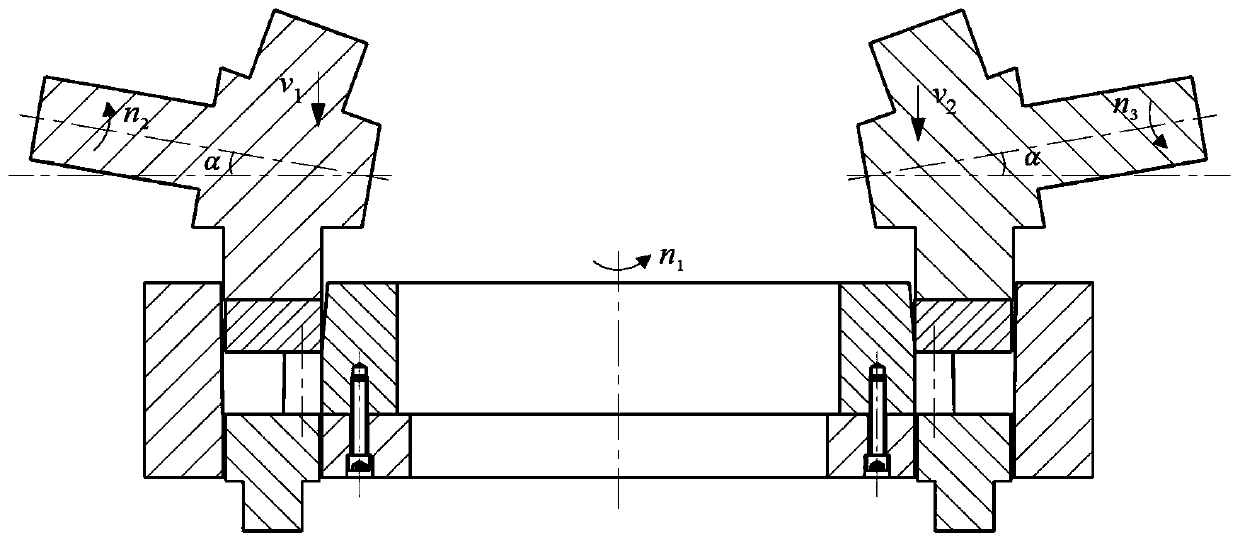
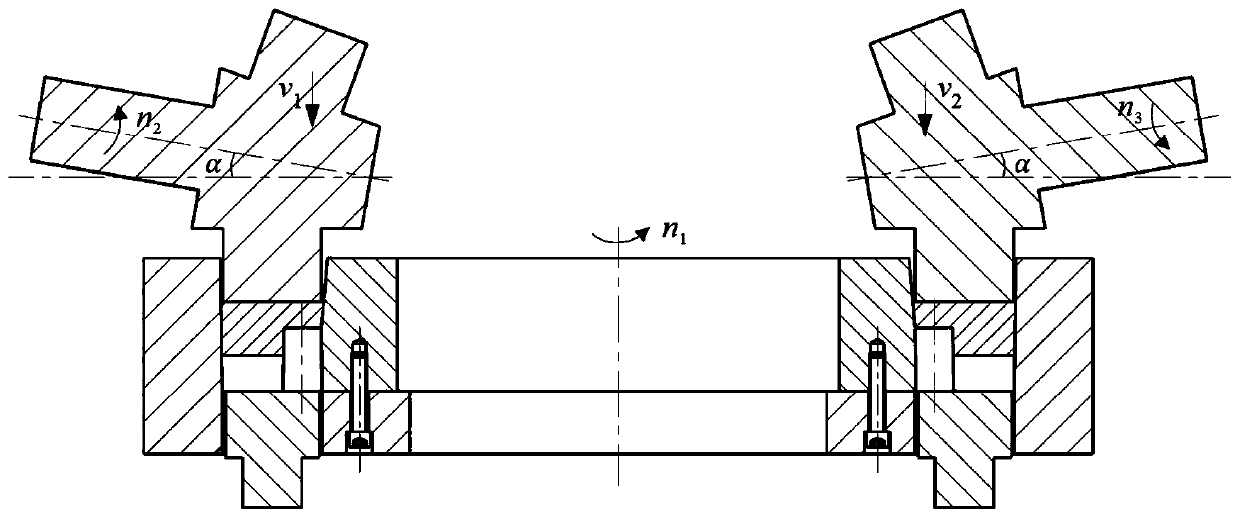
[0033] The method for forming a large-scale cylindrical ring gear in a separate constrained rolling method comprises the following steps:
[0034] (1) The radially and axially rolled rectangular cross-section ring billet 3 is directly put into the constraining die composed of the toothed die 4 and the L-shaped die 5. Since the rolled large ring billet 3 has a large shape tolerance, There is a certain distance between the lower end surface of the rectangular section ring blank 3 and the upper end surface of the tooth shape. The constraining die drives the rectangular cross-section ring blank 3 around the central axis at a speed of n 1 Rotate at a constant speed, and at the same time, a pair of symmetrically arranged tap...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



