

Tension wheel spinning production process
A production process and tensioner technology, which is applied in the field of tensioner spinning production process, can solve problems such as waste of raw materials, and achieve the effects of avoiding waste, reducing cutting processes and facilitating molding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The following examples can enable those skilled in the art to understand the present invention more comprehensively, but the present invention is not limited to the scope of the described examples.
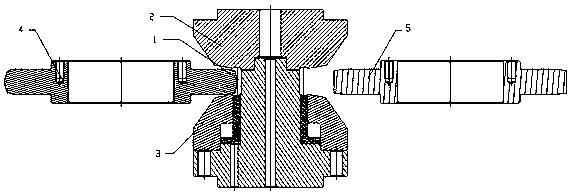
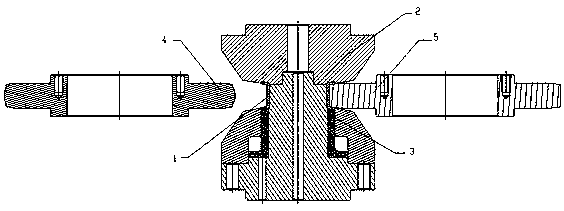
[0024] Such as Figure 1 to Figure 3 A tensioner spinning production process is shown, and the specific production process is as follows:
[0025] S1: blanking: blank the cold-drawn seamless steel pipe according to the specified length to obtain the part blank 1;
[0026] S2: Preforming: Clamp the part blank 1 with the upper forming die 2 and the lower forming die 3, and the inner wall of the part blank 1 is closely attached to the outer contour of the upper forming die 2 and the lower forming die 3, and drives the part blank 1 to rotate And the rotation speed is: 500RPM; at this time, the preforming wheel 4 that has been set outside the edge of the part blank 1 is fed radially along the part blank 1, and the feed speed is: 6mm / s, so that the outer surface of the part is i...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More