

Control method for hone machining
A control method and honing processing technology, which is applied to the control of workpiece feed movement, honing machine tools, metal processing equipment, etc., can solve the problems of non-overlapping textures at the reversing position, achieve stable indicators, and improve geometric accuracy.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
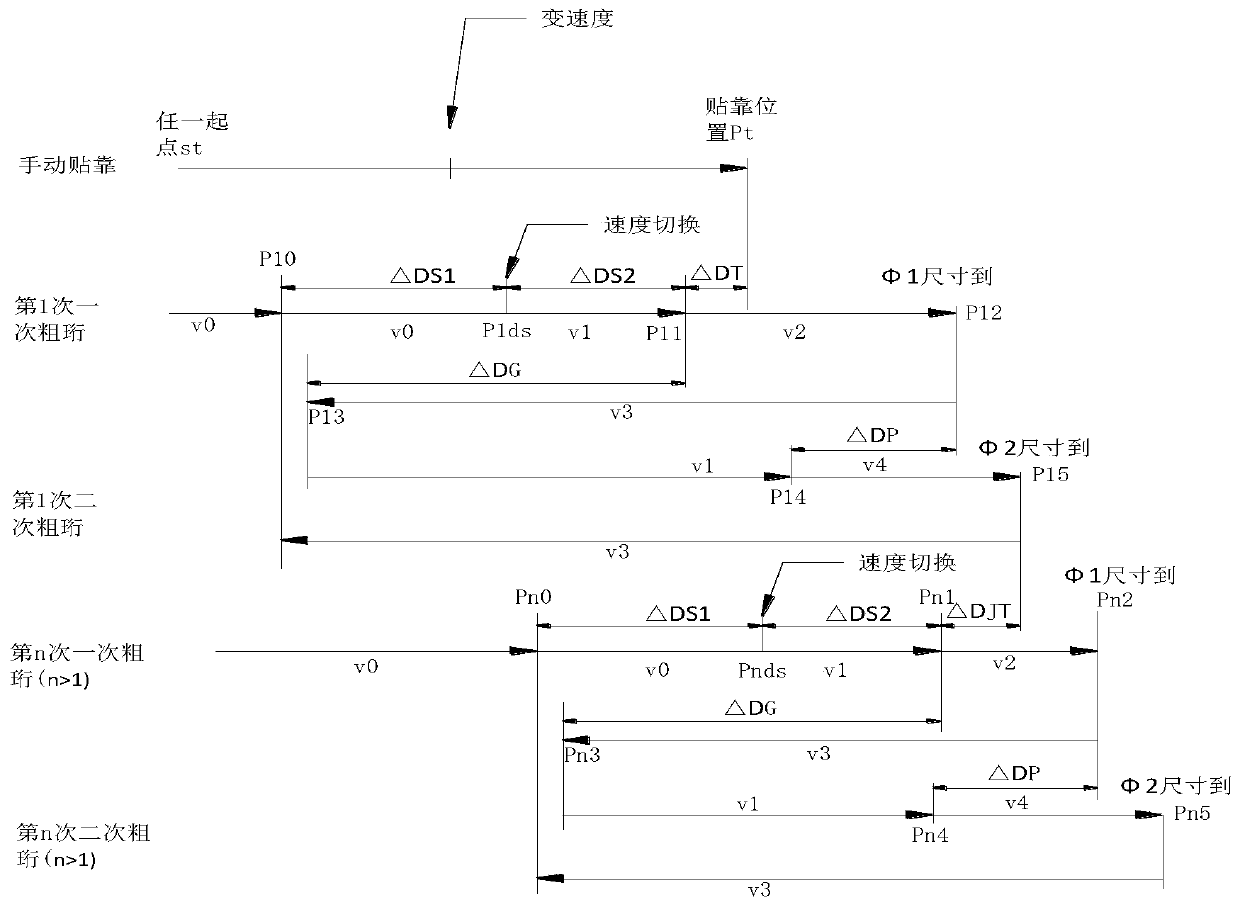
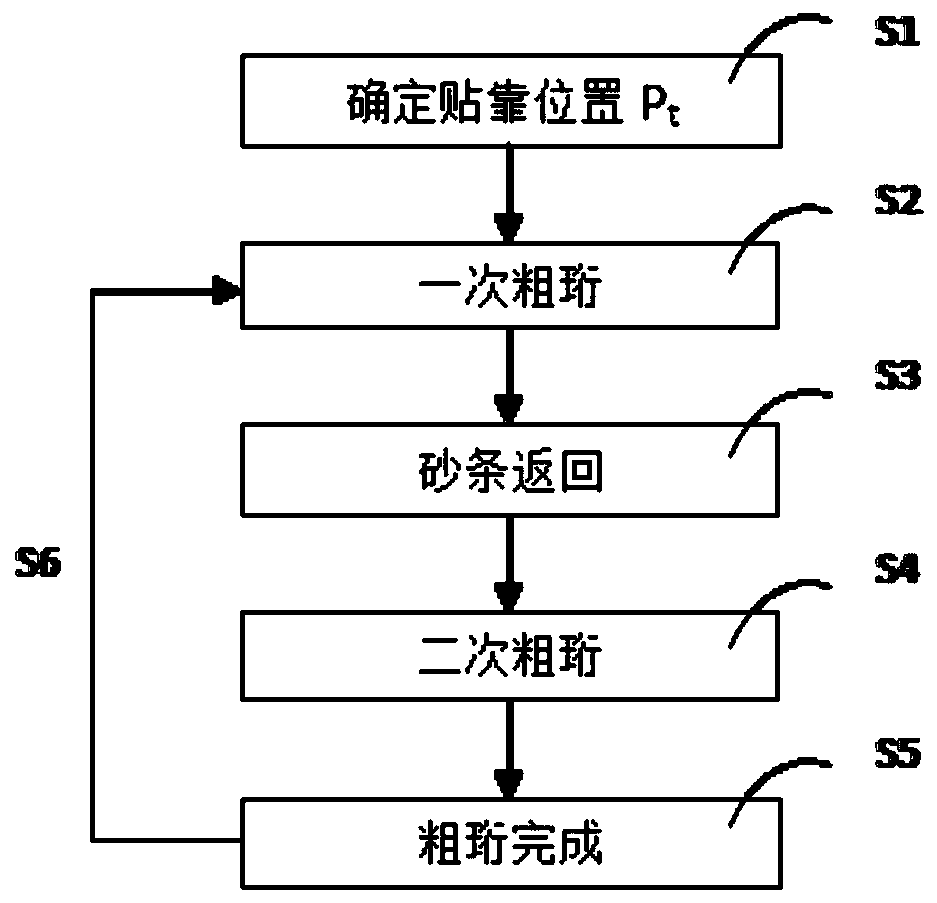
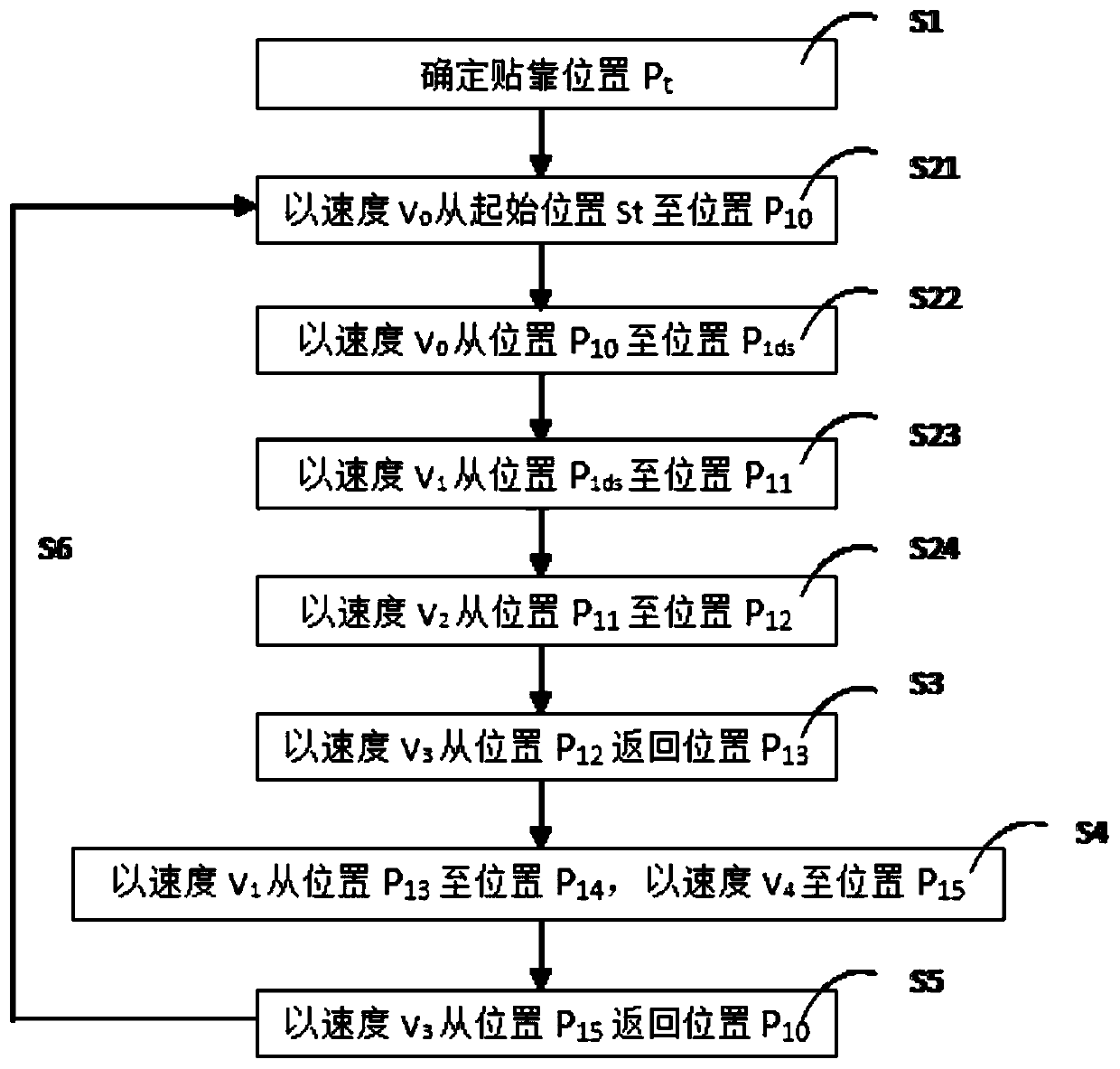
[0043] Such as figure 1 As shown, a control method for honing processing, which controls the feed of the sand bar at a speed, includes the following steps:
[0044] S1. Set the abutment force and abutment speed, and determine the abutment position P by setting the abutment force t ;The current abutment speed is inversely proportional to the current abutment force;
[0045] S2, a rough honing: the sand bar starts from the starting position S t at fast forward speed V 0 advance to the abutment position with the P t The distance is the position P of the protection gap △DS 10 , and then change the speed to advance to the abutment position P t The distance is the position P of the elastic deformation correction value △DT 11 , at the working speed V 2 Processing set size to position P 12 ; The step S2 further includes:
[0046] S21, the sand bar from the position P 10 continue at the fast-forward rate V 0 Advance protection gap △DS 1 to position P 1ds ;
[0047] S22. The...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More