

Hollow layer forming method and multi-hollow-layer thermal barrier pipe
A hollow, thermal barrier technology, applied in the field of pipe hydroforming, can solve the problems of high technical difficulty, cumbersome process and high technical requirements for water injection holes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0053] Embodiment one: forming as Figure 8 The shown single hollow layer pipe body comprises the following steps:
[0054] S1 blanking
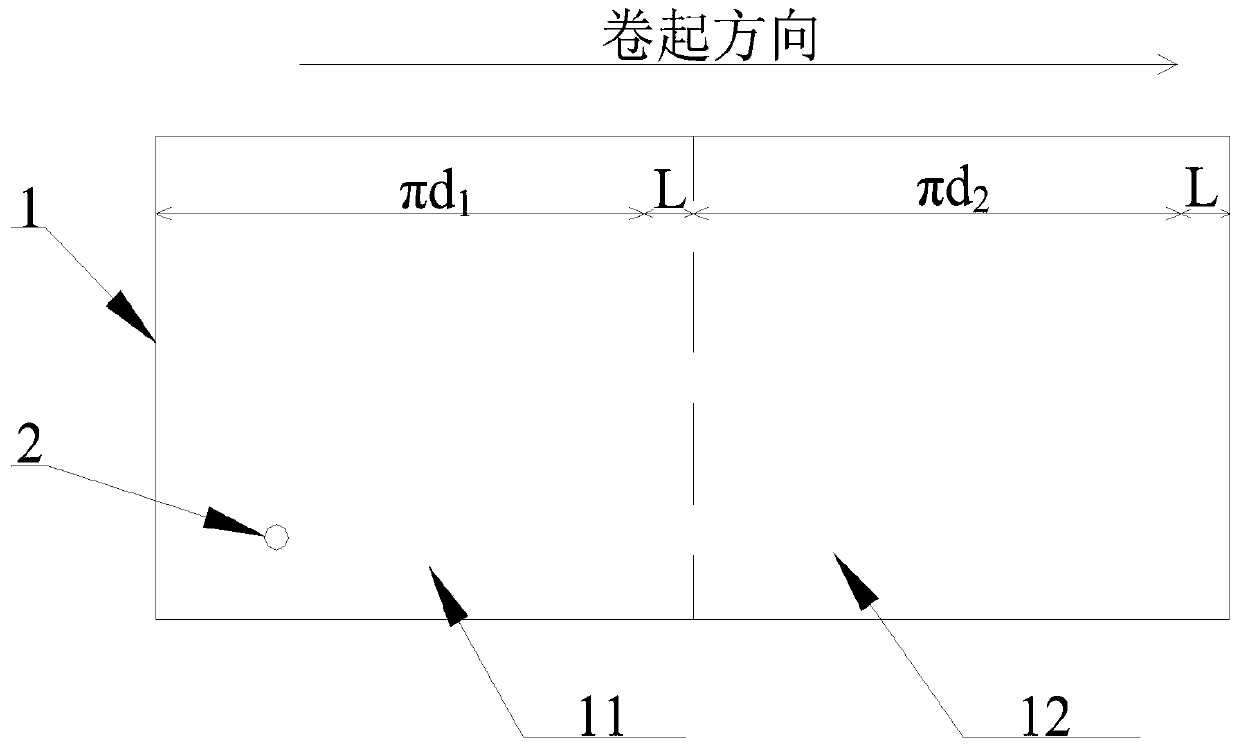
[0055] see figure 1 , preparing a plate 1 of a predetermined size; opening a first water injection hole 2 at a predetermined position;
[0056] combine Figure 5 , the structure of the single hollow-layer pipe body before forming includes the first layer of pipe 3 (diameter is d 1 ) and the second layer of pipe 31 (diameter is d2 ); the forming of each layer of tubes requires an overlapping area of width L, so the plate 1 includes a first zone 11 and a second zone 12 . The length of the first zone 11 is πd 1 +L; the length of the second zone 12 is πd 2 +L. The minimum length of the board 1 along the rolling direction is the sum of the lengths of the first zone 11 and the second zone 12 . Those skilled in the art can properly enlarge the length of the board 1 according to the safety of the process, so as to avoid material shortage c...
Embodiment 2
[0069] Embodiment two: forming such as Figure 14 The shown pipe body with two hollow layers comprises the following steps:
[0070] S1 blanking
[0071] see Figure 9 , prepare a plate 1 with a predetermined size; open a first water injection hole 2 and two first through holes 211 at a predetermined position; the centers of the two first through holes 211 are located on the same straight line parallel to the rolling direction.
[0072] combine Figure 11 , the structure of the pipe body with two hollow layers before molding includes the first layer of pipe 3 (diameter is d 1 ), the second layer of pipe 31 (diameter is d 2 ) and the third layer of pipe 32 (diameter is d 3 ).
[0073] Therefore, when blanking, the plate 1 includes a first zone 11 , a second zone 12 and a third zone 13 . The length of the first zone 11 is πd 1 +L; the length of the second zone 12 is πd 2 +L; the length of the third zone 13 is πd 3 +L.
[0074] Two first through holes 211 are opened in...
Embodiment 3
[0084] Embodiment three: forming a pipe body with three hollow layers, comprising the following steps:
[0085] S1 blanking
[0086] As mentioned above, the pipe body with three hollow layers needs to have four layers of pipes before forming, namely the first layer of pipes 3 , the second layer of pipes 31 , the third layer of pipes 32 and the fourth layer of pipes 33 .
[0087] Therefore, see Figure 15 , the board 1 includes a first zone 11 , a second zone 12 , a third zone 13 and a fourth zone 14 . The length of the first zone 11 is πd 1 +L; the length of the second zone 12 is πd 2 +L; the length of the third zone 13 is πd 3 +L; the length of the fourth zone 14 is πd 4 +L.
[0088] Open the first water injection hole 2 and two first through holes 211 as in the second embodiment at the predetermined position of the plate 1; open a second through hole 221 in the first area 11, the second area 12 and the third area 1 respectively ; The centers of the three second throug...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More