

Alloy steel core wire for overhead conductor and preparation method thereof
An overhead wire and alloy steel technology, which is applied in the field of alloy steel core wire for overhead wire and its preparation, to achieve the effects of high tensile strength, high electrical conductivity, and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0022] The preparation method of the above-mentioned alloy steel core wire for overhead conductors comprises the following steps:
[0023] (1) Raw material preparation: nickel plate dehydrogenation annealing, drying of all raw materials;
[0024] (2) Vacuum smelting: Add other alloying elements after melting iron to melt them all;
[0025] (3) Electroslag refining: Refining at 1400℃~1600℃ for 1.0~2.0h, pouring into electroslag ingot;
[0026] (4) Electroslag remelting: Electroslag remelting is carried out, and billet ingots are obtained through furnace loading, arc ignition, slagging, smelting, feeding, and cooling;
[0027] (5) High-temperature forging: forging after heat preservation at 1100-1200°C for 1.0-3.0 hours, wherein, the initial forging temperature is 1100-1250°C, and the final forging temperature is 900-1100°C;
[0028] (6) Hot-rolling forming: after heat preservation at 1050-1150°C for 1.0-3.0 hours, hot-rolling and forming, the initial rolling temperature is 10...
Embodiment 1
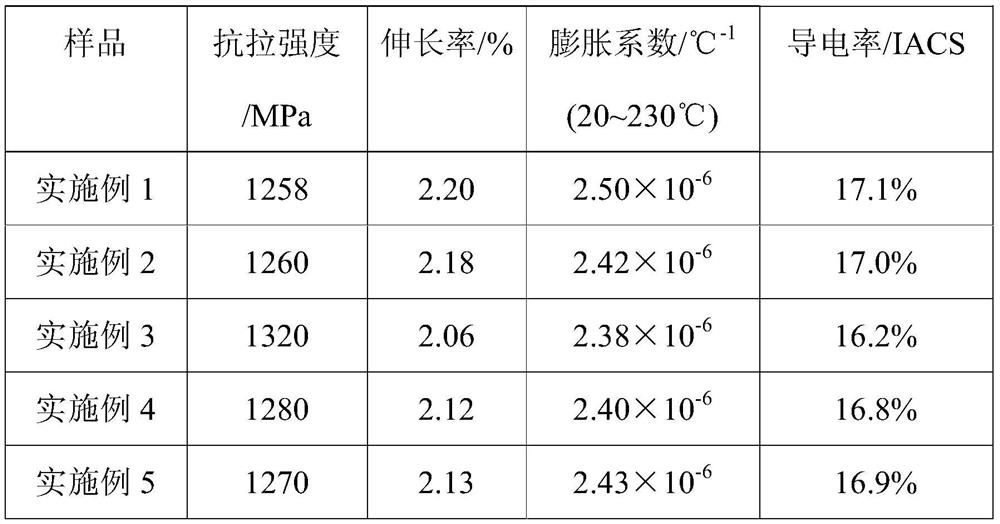
[0031] Alloy steel core wire for overhead conductors, by weight, consists of the following components: C: 0.2wt%, Si: 0.1wt%, Mn: 0.2wt%, P: 0.006wt%, S: 0.006wt%, Ni: 35wt%, Mo: 0.5wt%, V: 0.5wt%, Cr: 0.5wt%, Y: 1.5wt%, the balance is Fe and unavoidable other impurities.
[0032] The preparation method of the above-mentioned alloy steel core wire for overhead conductors comprises the following steps:
[0033] (1) Raw material preparation: nickel plate dehydrogenation annealing, drying of all raw materials;
[0034] (2) Vacuum smelting: Add other alloying elements after melting iron to melt them all;
[0035] (3) Electroslag refining: Refining at 1450°C for 2 hours, pouring into electroslag ingots;
[0036] (4) Electroslag remelting: Electroslag remelting is carried out, and billet ingots are obtained through furnace loading, arc ignition, slagging, smelting, feeding, and cooling;
[0037] (5) High temperature forging: forging after 1150°C heat preservation for 2 hours, the...
Embodiment 2
[0041] Alloy steel core wire for overhead conductors consists of the following components by weight: C: 0.18wt%, Si: 0.1wt%, Mn: 0.1wt%, P: 0.006wt%, S: 0.005wt%, Ni: 34wt%, Mo: 0.6wt%, V: 0.8wt%, Cr: 0.8wt%, Y: 1.0wt%, the balance is Fe and unavoidable other impurities.
[0042] The preparation method of the above-mentioned alloy steel core wire for overhead conductors comprises the following steps:
[0043] (1) Raw material preparation: nickel plate dehydrogenation annealing, drying of all raw materials;
[0044] (2) Vacuum smelting: Add other alloying elements after melting iron to melt them all;
[0045] (3) Electroslag refining: Refining at 1600°C for 1 hour, pouring into electroslag ingots;
[0046] (4) Electroslag remelting: Electroslag remelting is carried out, and billet ingots are obtained through furnace loading, arc ignition, slagging, smelting, feeding, and cooling;
[0047] (5) High-temperature forging: forging after 1200°C for 2 hours, the initial forging tem...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More