

Manufacturing method of internal crack defect testing plate for non-destructive testing teaching
An internal crack, non-destructive flaw detection technology, applied in teaching models, educational appliances, scientific instruments, etc., can solve problems such as difficulty in achieving target effects, difficulty in achieving effective results in welding process control, and limited restraint stress, to improve training and replacement. , Enhance the effect of perceptual and rational cognition, flexible and accurate positioning
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0068] Step 1. Selection of high carbon equivalent welding consumables
[0069] Select the J607R electrode with Ceq=0.461%, and the electrode specification is 3.2mm in diameter;
[0070] Step 2. Defect test board preparation
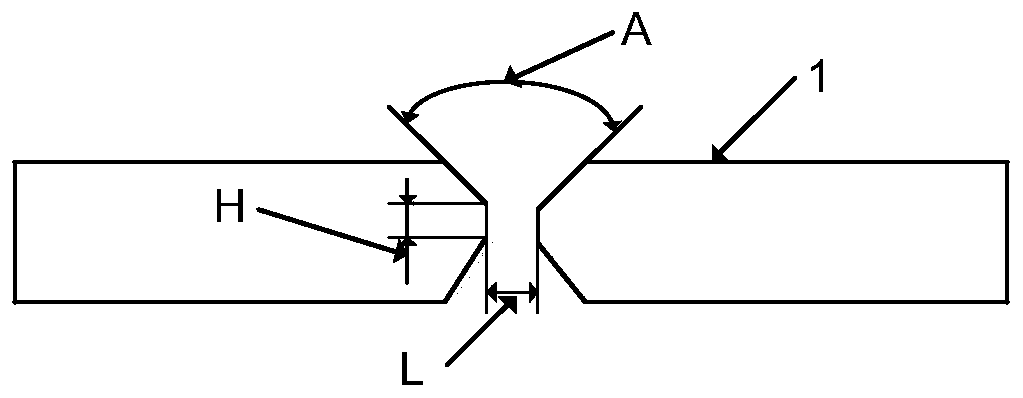
[0071] Select a low-carbon steel plate with a length of 300mm, a width of 150mm, and a thickness of 30mm as the test plate 1; according to the design crack depth, a double-sided V-shaped groove with a blunt edge is made on the test plate 1, and the angle A of the V-shaped groove is 45°; the blunt edge The height H is 3mm;
[0072] Step 3. Rigid fixation of defective test plate
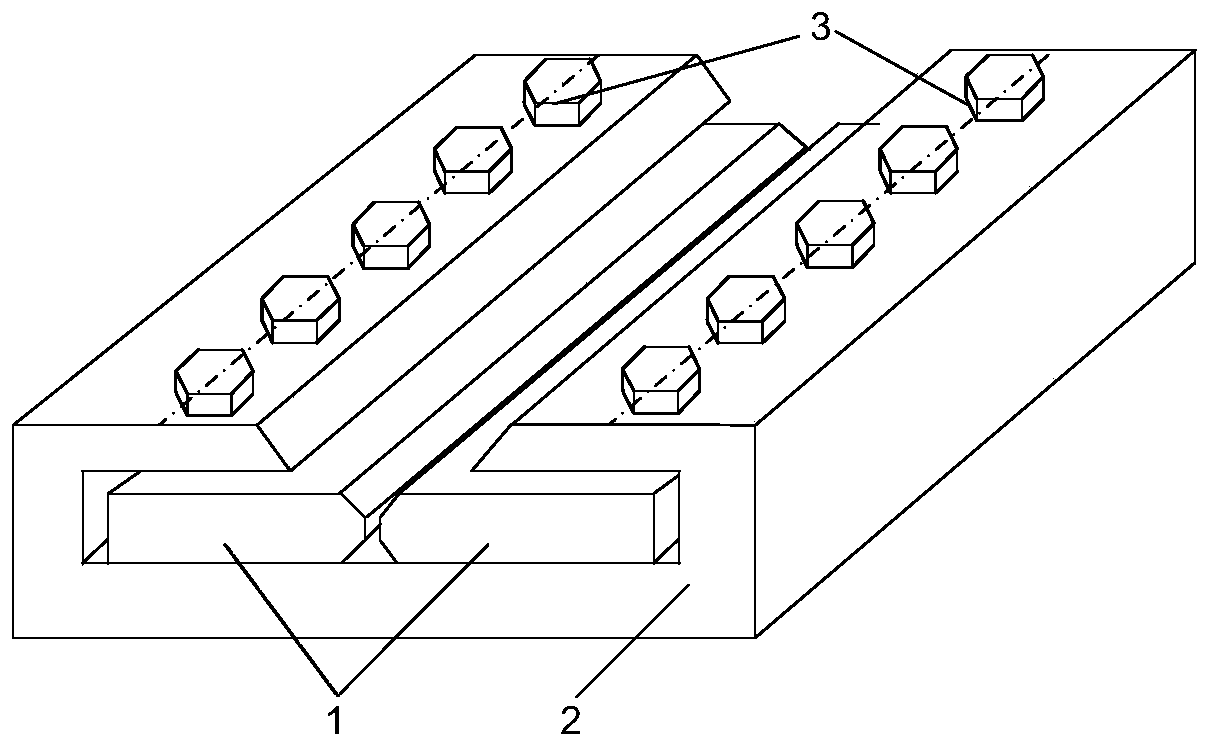
[0073] Use the rigid fixture 2 and the fastening bolt 3 to assemble the test plate 1 with the processed groove, and the width L of the groove gap is 2mm. After the assembly, tighten the fastening bolt 3 to ensure the effective rigid fixation of the test plate 1 ;
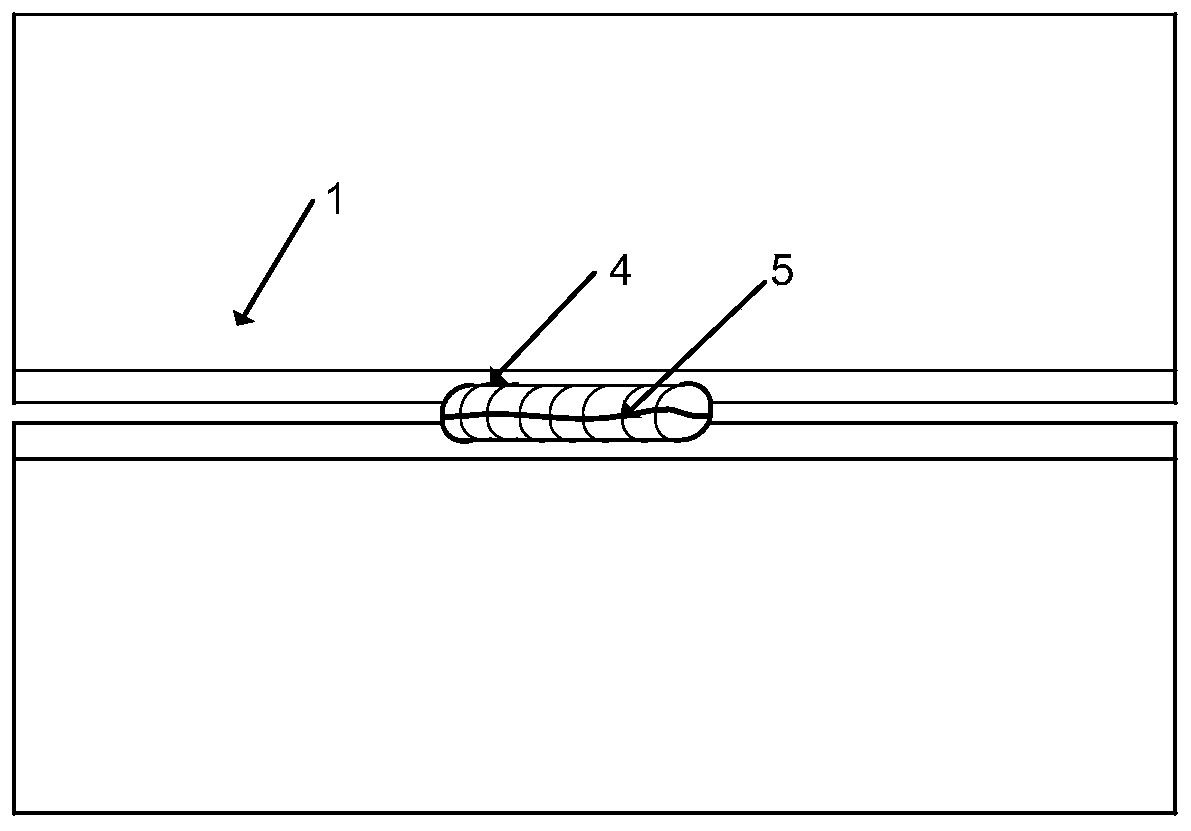
[0074] Step 4, crack making
[0075] Use the J607R electrode with a diameter of 3.2mm and Ceq=0.461% to carry o...
Embodiment 2
[0084] Step 1. Selection of high carbon equivalent welding consumables
[0085] Select the J857CrNi electrode with Ceq=0.708%, and the electrode specification is 3.2mm in diameter;
[0086] Step 2. Defect test board preparation
[0087] Select a low-carbon steel plate with a length of 300mm, a width of 150mm, and a thickness of 30mm as the test plate 1; according to the design crack depth, a double-sided V-shaped groove with a blunt edge is made on the test plate 1, and the angle A of the V-shaped groove is 50° ;The blunt edge height H is 4mm;
[0088] Step 3. Rigid fixation of the test plate
[0089] Use the rigid fixture 2 and the fastening bolt 3 to assemble the processed V-groove test plate 1, wherein the gap width L of the V-shaped groove is 3mm. After the assembly, tighten the fastening bolt 3 to ensure that the test plate Effective rigid fixation of 1;
[0090] Step 4, crack making
[0091] Use the J857CrNi electrode with a diameter of 3.2mm and Ceq=0.708% to weld ...
Embodiment 3
[0100] Step 1. Selection of high carbon equivalent welding consumables
[0101] Select the J107Cr electrode with Ceq=0.942%, and the electrode specification is 4.0mm in diameter;
[0102] Step 2. Defect test board preparation
[0103]Select a low-carbon steel plate with a length of 300mm, a width of 150mm, and a thickness of 30mm as the test plate 1; according to the design crack depth, a double-sided V-shaped groove with a blunt edge is made on the test plate 1, and the angle A of the V-shaped groove is 60°; the blunt edge The height H is 5mm;
[0104] Step 3. Rigid fixation of defective test plate
[0105] Use the rigid fixture 2 and the fastening bolt 3 to assemble the processed V-groove test plate 1, wherein the groove gap L is 4mm. After the assembly, tighten the fastening bolt 3 to ensure the effective performance of the test plate 1. rigidly fixed;
[0106] Step 4, crack making
[0107] Use the J107Cr electrode with a diameter of 4.0mm of Ceq=0.942% to weld the des...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More