

Method for welding large-size thin-walled beryllium piece and aluminum alloy ring
A welding method and technology of aluminum alloy, applied in welding equipment, electron beam welding equipment, metal processing equipment, etc., can solve the problem of large penetration of welded joints, complicated pre-welding treatment process, and not suitable for large-sized thin-walled beryllium sheets and Aluminum alloy ring group welding and other problems, to achieve the effect of reducing welding deformation and reducing welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0054] In Example 1, the specification of the beryllium sheet 1 is Φ90mm×1.2mm, the inner diameter of the aluminum alloy ring 2 is Φ90mm, and the ring width is 4mm.
[0055] A kind of welding method of large-scale thin-walled beryllium sheet and aluminum alloy ring of embodiment 1, comprises the following steps:
[0056] S1. Cleaning steps: use pickling and acetone / alcohol scrubbing to clean the parts to be assembled and welded between the beryllium sheet 1 and the aluminum alloy ring 2 to make the surface clean;
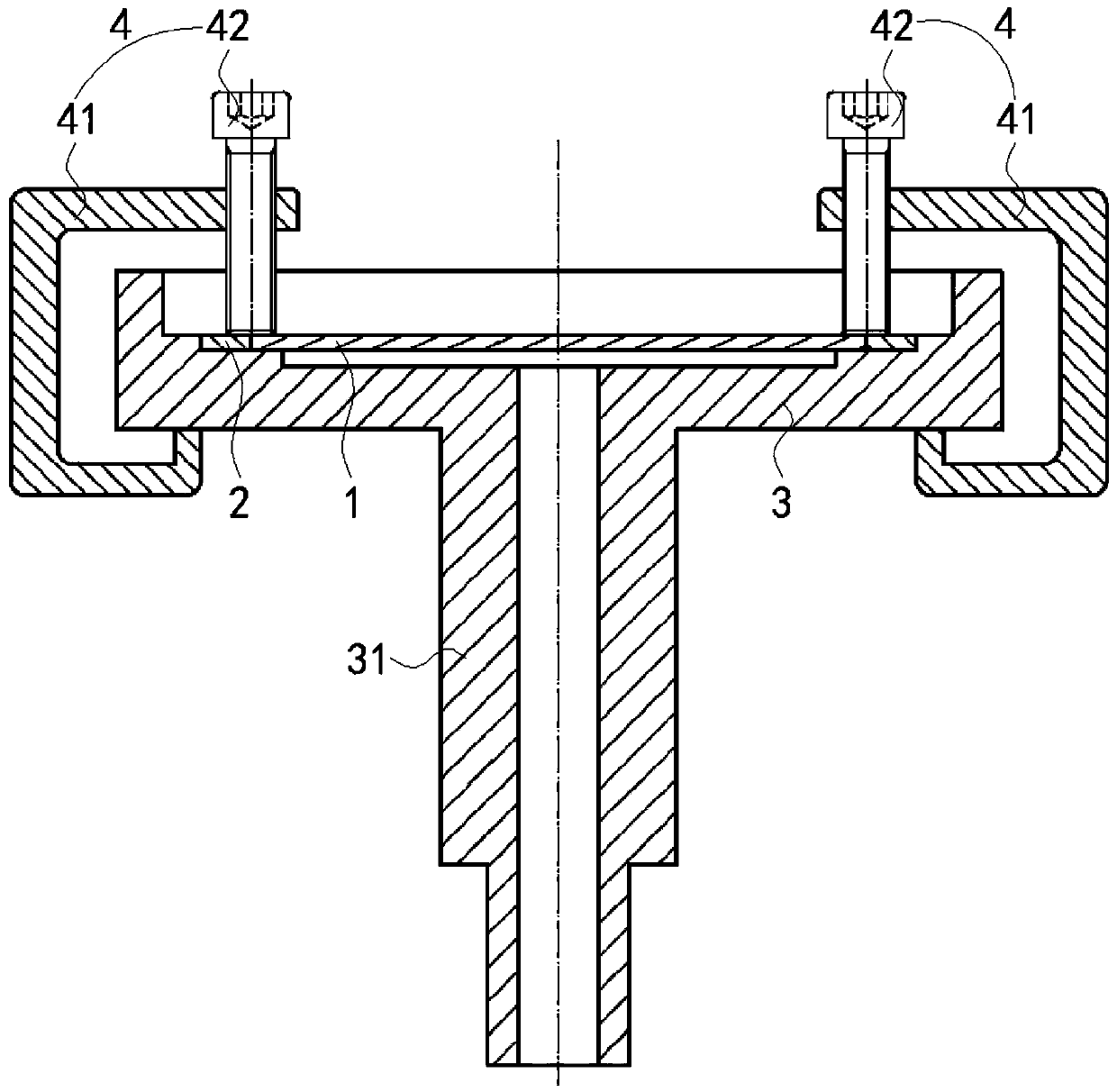
[0057] S2. Tack welding and clamping steps: Nest the beryllium sheet 1 in the aluminum alloy ring 2, and the beryllium sheet 1 and the aluminum alloy ring 2 are fitted together, and the beryllium sheet and the aluminum alloy ring are fixed and clamped by using positioning pliers 4 On the turntable 3, there are four positioning tongs 4, which are distributed in a circular array;
[0058] S3, tack welding preheating step: preheat the beryllium sheet 1 by vacuum elect...
Embodiment 2
[0065] In Example 2, the specification of the beryllium sheet 1 is Φ180mm×1.4mm, the inner diameter of the aluminum alloy ring 2 is Φ180mm, and the ring width is 4.5mm.
[0066] The welding method of a kind of large-scale thin-walled beryllium sheet and aluminum alloy ring of embodiment 2 comprises the following steps:
[0067] S1. Cleaning steps: use pickling and acetone / alcohol scrubbing to clean the parts to be assembled and welded between the beryllium sheet 1 and the aluminum alloy ring 2 to make the surface clean;
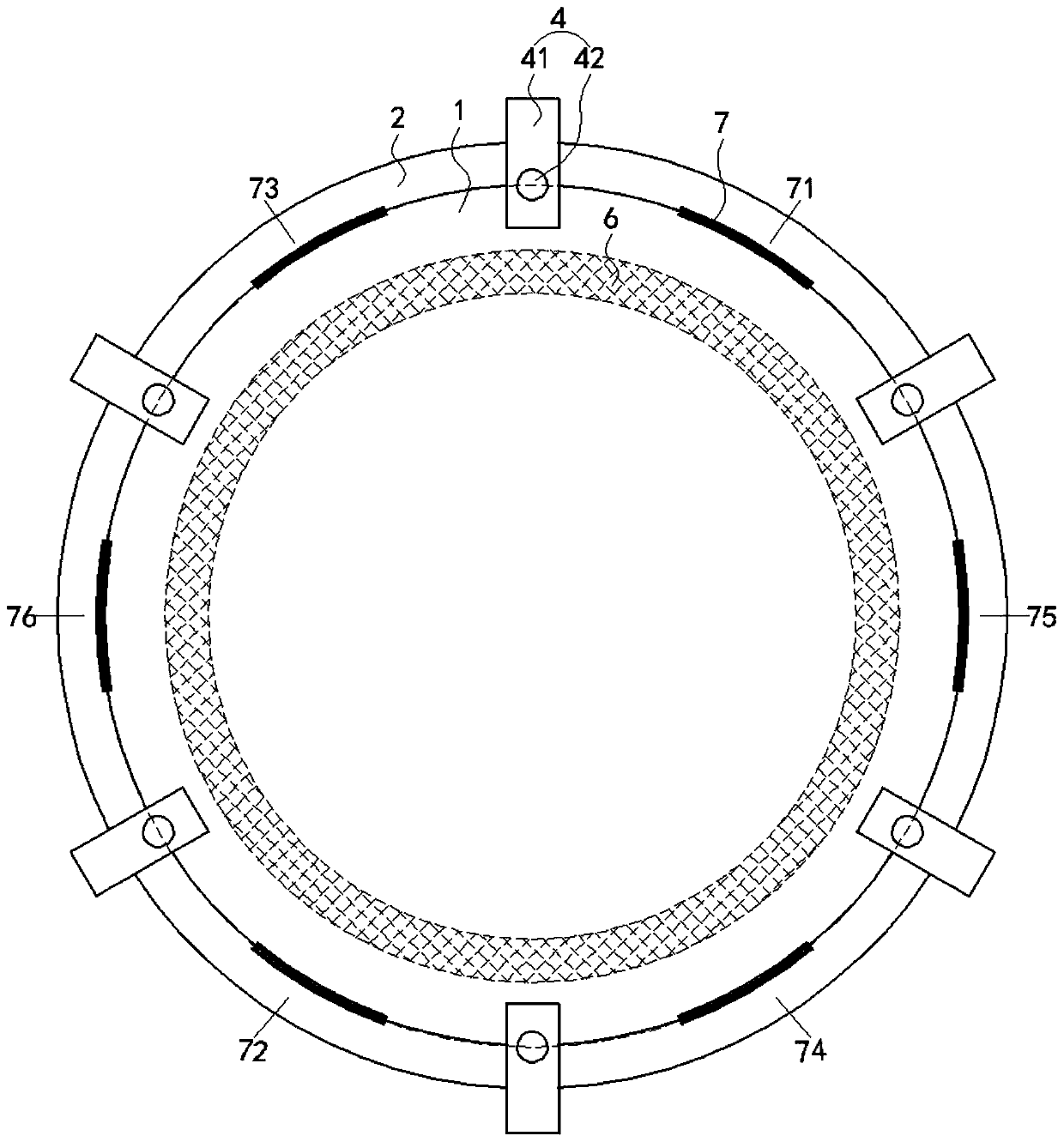
[0068] S2. Tack welding and clamping steps: Nest the beryllium sheet 1 in the aluminum alloy ring 2, and the beryllium sheet 1 and the aluminum alloy ring 2 are fitted together, and the beryllium sheet and the aluminum alloy ring are fixed and clamped by using positioning pliers 4 On the turntable 3, there are six positioning tongs 4, which are distributed in a circular array;
[0069] S3, tack welding preheating step: preheat the beryllium sheet 1 by vacuum...
Embodiment 3
[0076] In Example 3, the specification of the beryllium sheet 1 is Φ200mm×1.5mm, the inner diameter of the aluminum alloy ring 2 is Φ200mm, and the ring width is 5mm.
[0077] A kind of welding method of large-scale thin-walled beryllium sheet and aluminum alloy ring of embodiment 3 comprises the following steps:
[0078] S1. Cleaning steps: use pickling and acetone / alcohol scrubbing to clean the parts to be assembled and welded between the beryllium sheet 1 and the aluminum alloy ring 2 to make the surface clean;
[0079] S2. Tack welding and clamping steps: Nest the beryllium sheet 1 in the aluminum alloy ring 2, and the beryllium sheet 1 and the aluminum alloy ring 2 are fitted together, and the beryllium sheet and the aluminum alloy ring are fixed and clamped by using positioning pliers 4 On the turntable 3, there are six positioning tongs 4, which are distributed in a circular array;
[0080] S3, tack welding preheating step: preheat the beryllium sheet 1 by means of vac...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More