

Welding process of nodular cast iron pipe flange pipe
A ductile iron pipe and welding process technology, applied in welding equipment, welding/welding/cutting items, manufacturing tools, etc., can solve the problems affecting the quality of ductile iron pipe welding flange pipes, and achieve improved weld strength and savings The effect of time and weld quality improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] combine Figure 1 to Figure 3 ,as well as Figure 8 Shown is the first specific embodiment of a ductile iron pipe flange pipe welding process of the present invention, the process mainly includes the following steps:
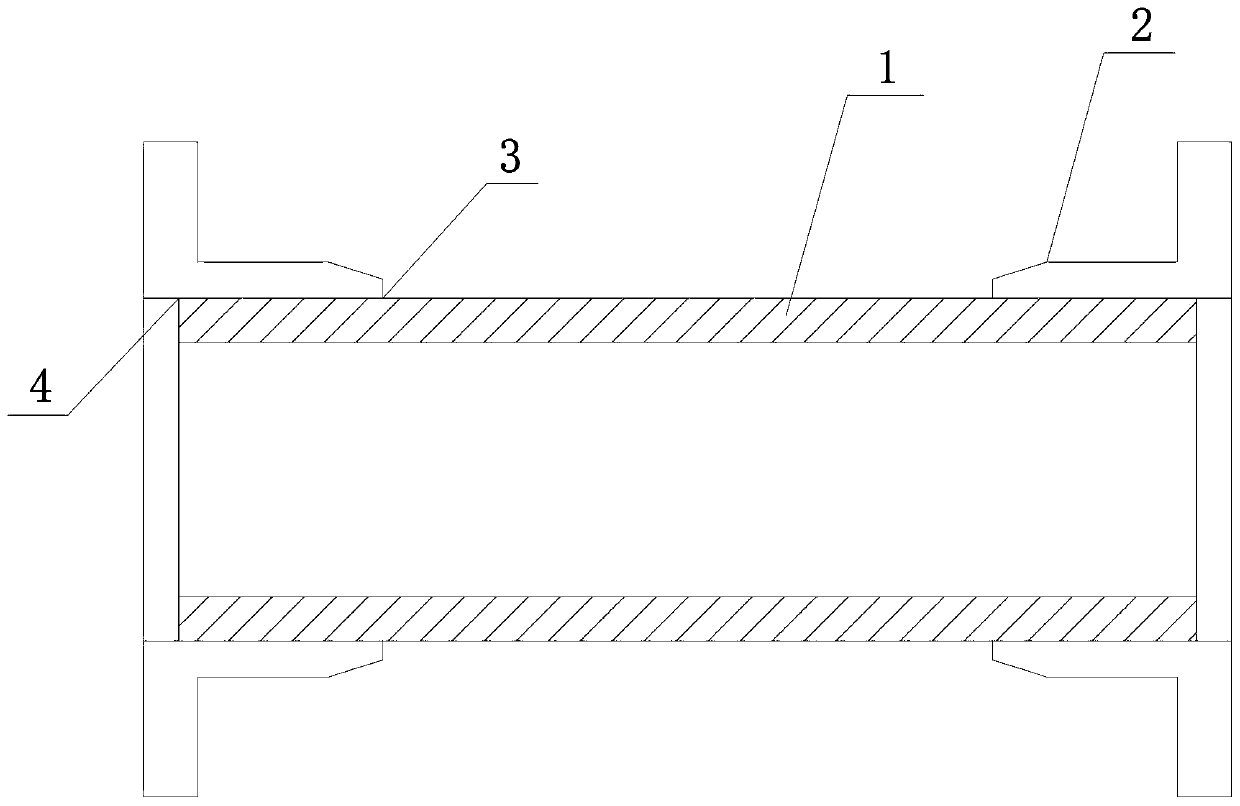
[0025] Step 1): Cut the ductile iron pipe 1 into a certain length with a gantry cutting machine.
[0026] Step 2): After heating the flange 2 to above 500°C, specifically, it can be heated to 650-800°C, and perform shrink-fit interference fit with the ductile iron pipe 1 to complete the installation. The structural diagram of the installation is as follows figure 1 As shown, there is an outer gap 3 and an inner gap 4 between the ductile iron pipe 1 and the flange 2 .
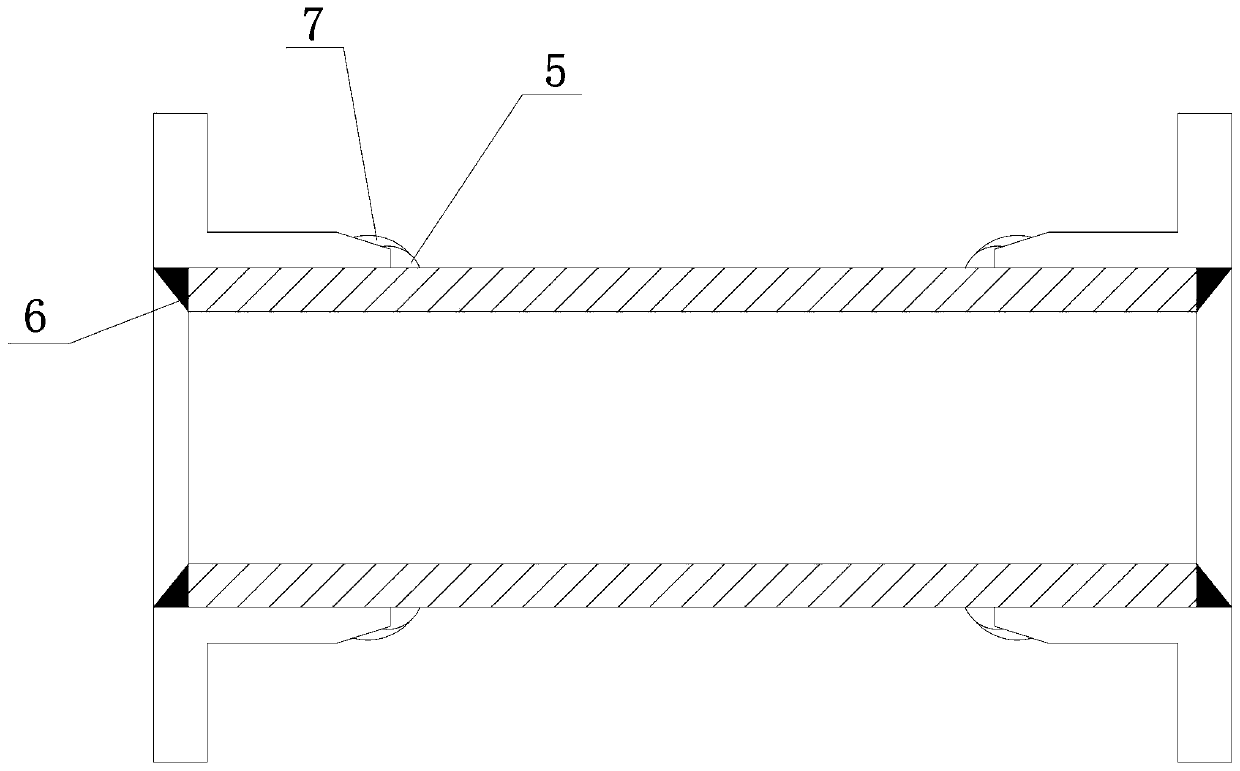
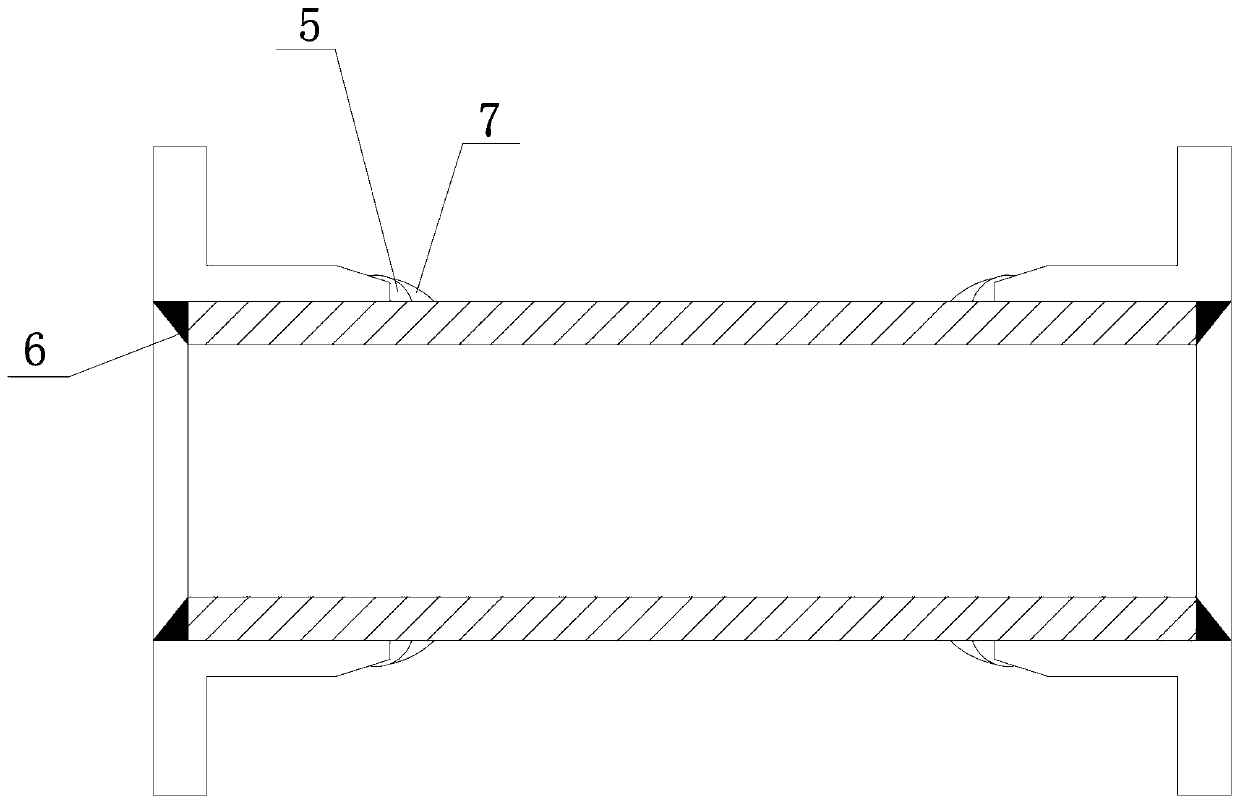
[0027] Step 3): Using Ar and CO 2 The mixed gas is used as the shielding gas, and the outer gap 3 and the inner gap 4 are welded for the first time with a welding torch, and the welding is carried out at the same time under the condition of 50-60min / turn. In this embodiment, it is specif...
Embodiment 2
[0031] In this example, combined with Figure 4 to Figure 7 As shown, the difference from the first embodiment is that the second welding also includes a third welding on the outer gap 3 to form a third outer bead 8 .
[0032] Such as Figure 4 Shown is a schematic diagram of the structure of the first product of this embodiment, wherein the third outer bead 8 is bonded to the ductile iron pipe 1 and the first outer bead 5, the second outer bead 7 and the third outer bead 8 Cover the first outer bead 5 from the root of the weld toe to the weld seam.
[0033] Such as Figure 5 Shown is a schematic diagram of the structure of the second product of this embodiment, wherein the third outer bead 8 is bonded to the ductile iron pipe 1, and the first outer bead 5 is bonded to the second outer bead 7, and the second outer bead 7 And the third outer bead 8 completely covers the first outer bead 5 from the root of the weld toe to the weld seam.
[0034] Such as Figure 6 Shown is a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More