

Forming technology for titanium alloy variable-curvature rotation body structure sheet metal part
A molding process and variable curvature technology, which is applied in the field of variable curvature rotary structure molding, can solve the problems of uneven stress on the sheet, easy wrinkling of parts, and cracking of the sheet, so as to reduce forming defects, prevent dislocation, and promote flow. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0026] Specific implementation mode one: combine Figure 1~4 Describe this embodiment, a titanium alloy variable curvature rotary body structure sheet metal forming process, which includes the following steps:
[0027] Step 1. Split flap forming:
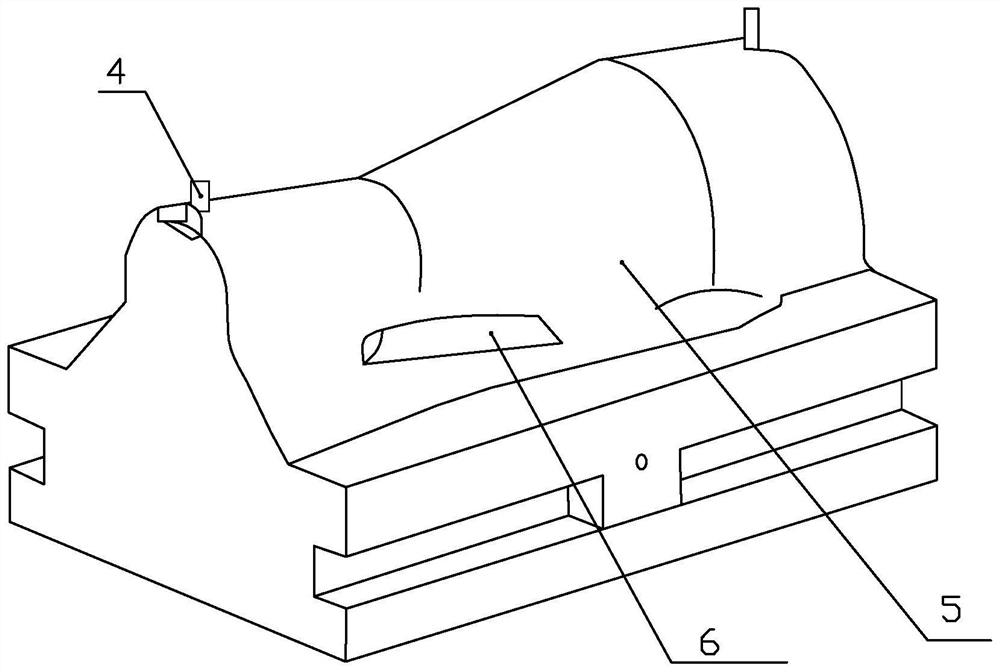
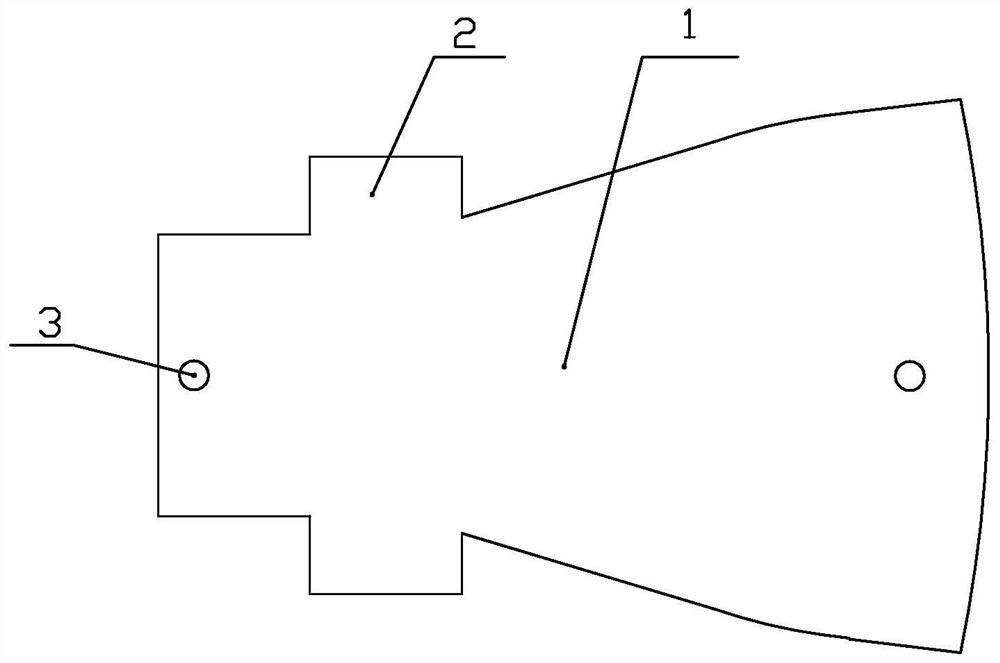
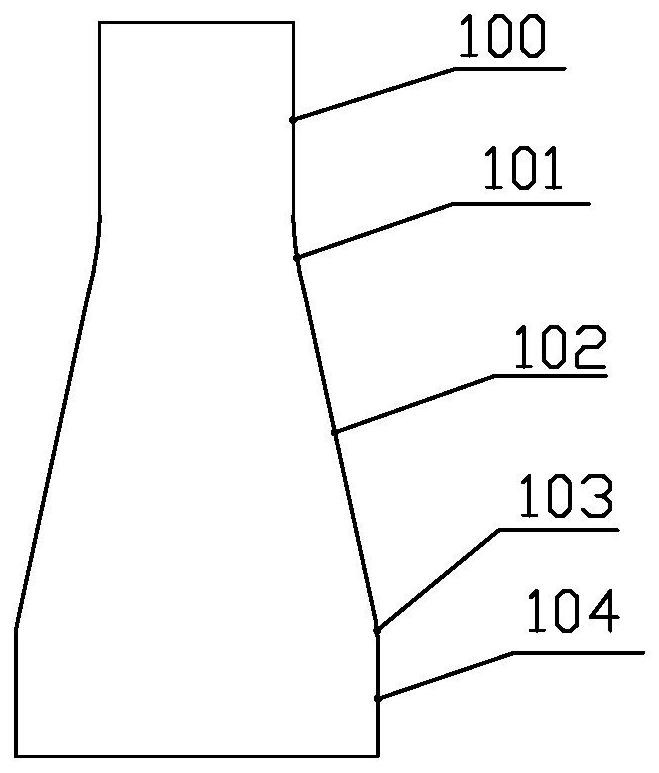
[0028] Select two plates 1 and use the convex and concave dies to carry out hot pressing respectively. The shape of each plate 1 is the shape after the part is divided into two lobes symmetrically from the axial direction, and the shape of each lobe after expansion, and the first straight cylinder on each plate 1 Ribs 2 are symmetrically added to the transition area between section 100 and cone section 102, positioning holes 3 are provided at both ends of plate 1, positioning pins 4 are integrally processed at the front and rear ends of punch 5, and the first Both sides of the transition area between the straight barrel section 100 and the cone section 102 are integrally processed with calendering ribs 6 respectively. Before hot pr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Circularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More