

Welding method for central nozzle flange and nozzle corrugated pipe body of 300MW-level gas turbine
A center nozzle and welding method technology, applied in welding equipment, auxiliary devices, metal processing, etc., can solve problems such as welding deformation, uneven rebound force, nozzle eccentricity, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
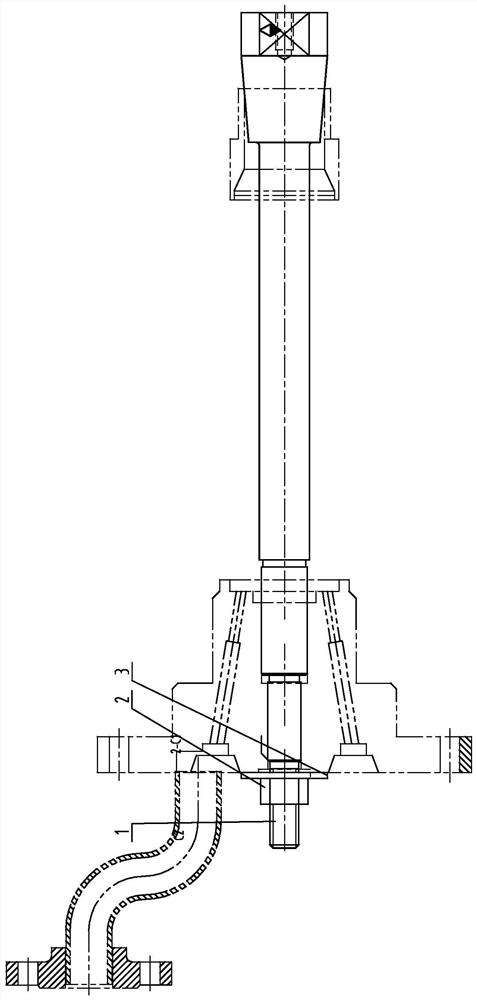
[0023] DETAILED DESCRIPTION One: Combination Figure 1 - Figure 4 The present embodiment described embodiment, the present embodiment the one-stage combustion engine 300MW center nozzle flange welded bellows and the nozzle, the method is implemented in accordance with what the steps:
[0024] A step of welding cyclone: one end of the bellows and the nozzle end of the nozzle and swirler assembly bellows welded and fixed to the outer housing, to ensure that the nozzle is arranged coaxially with the bellows of the bellows and the nozzle outer shell;
[0025] Step two, the mounting assembly and welding nozzle swirler positioned tooling: positioning the nozzle swirler assembly and welding fixture attached to the nozzle of the bellows and the nozzle housing outer bellows, the bellows and the other end of the nozzle center of the nozzle is inserted in the corresponding flange the grooves, the nozzle and the other end of the bellows is inserted into the outer casing corresponding to the ...
specific Embodiment approach 2
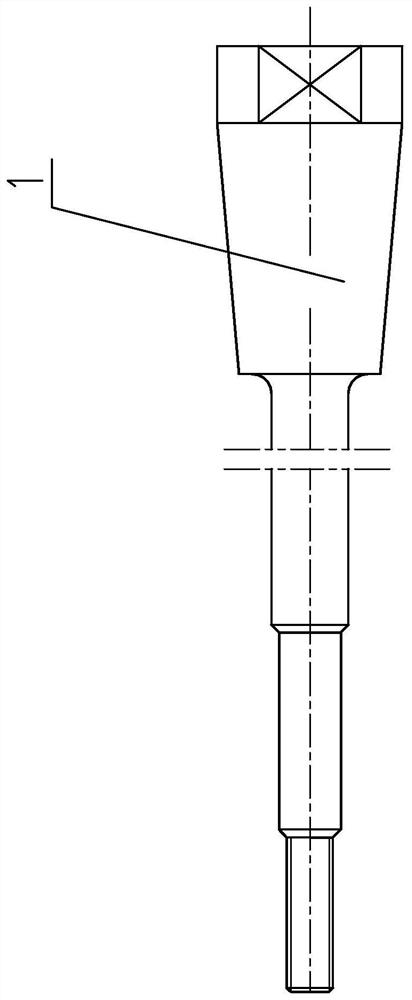
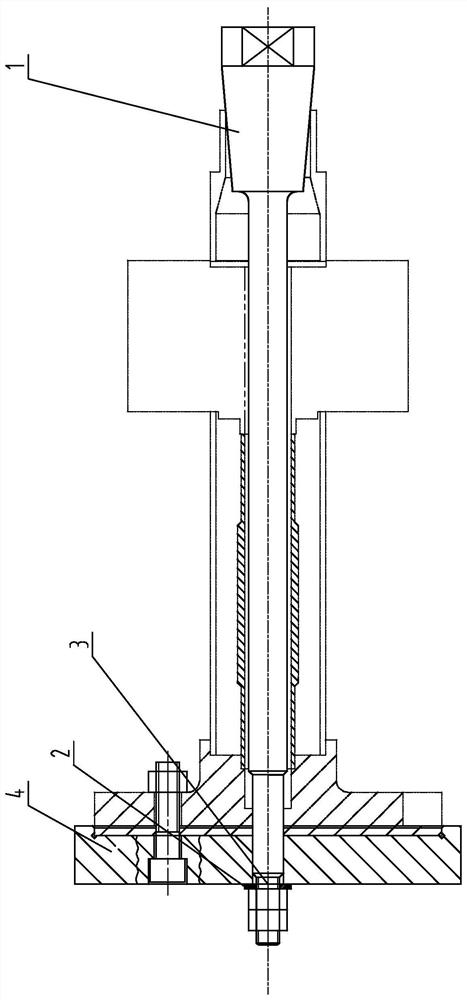
[0031] DETAILED DESCRIPTION 2: Combination figure 2 and image 3 DESCRIPTION present embodiment, a 300MW class gas turbine nozzles with a central nozzle flange welded bellows method, the procedure two nozzle swirler assembly and welding fixture includes positioning a positioning rods, tighten the nut 2 and the washer 3 positioning lever 1 is stepped rod, the positioning lever right end to end portion of the workpiece 1 has a conical body, the positioning rod left processing 1 is externally threaded positioning rod 1 the end of the cone to the outer threaded end sequentially a bellows defining portion, defining a first coaxial portion and a second portion defining coaxially, successively positioning rod 1 inserted in the swirler assembly, and the central nozzle bellows nozzle flange, the positioning rod having a tapered conical surface in vitro in the top cyclone 1 on assembly, the bellows unit defining a nozzle inserted in the bellows portion and defining a first coaxial portion de...
specific Embodiment approach 3
[0032] Specific Embodiment 3: Combination figure 1 DESCRIPTION present embodiment, a central nozzle flange 300MW gas turbine stage and a welding method, tooling positioning the nozzle body shaft equal to the diameter of the bellows with the bellows inner diameter of the outer nozzle portion defines a bellows 1, defining a first coaxial portion an outer diameter equal to the inner diameter of the central nozzle and the corresponding flange of the mounting hole, and an outer diameter corresponding to the central portion defining a second coaxial nozzle equal to the inner flange mounting holes, and other specific embodiments an identical.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More