

Preparation method of filtering adsorption material
A technology of adsorption materials and equipment, which is applied in the field of preparation of filtration and adsorption materials, can solve the problems of repeated drying process, low drying efficiency and unsatisfactory drying effect, etc., so as to improve drying quality, ensure drying quality, and good drying dry effect effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] The embodiments of the present invention will be described in detail below with reference to the accompanying drawings, but the present invention can be implemented in many different ways defined and covered by the claims.
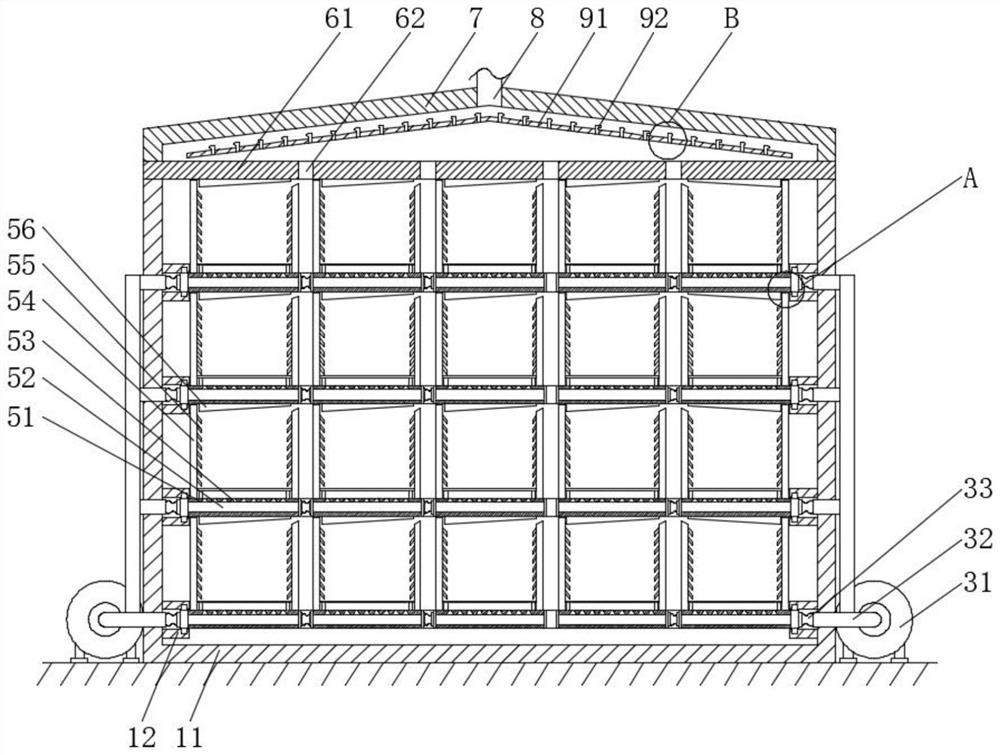
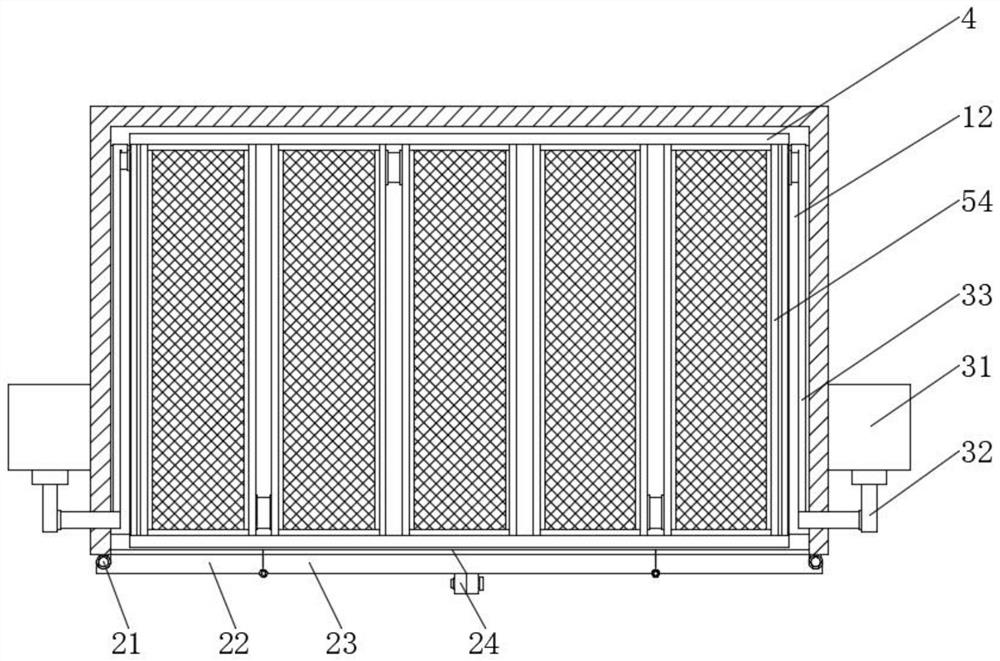
[0035] Such as Figure 1 to Figure 7 As shown, a method for preparing filter and adsorbent materials, which uses a drying treatment equipment, the equipment includes a box body 1, the front of the box body 1 is movable and equipped with a sealing door 2, and the left and right sides of the box body 1 are An air supply device 3 is fixedly installed respectively, and a mounting plate 4 is fixedly installed on the back of the inside of the box body 1. One end of the air supply device 3 is fixedly connected with a dry isolation warehouse 5 located inside the box body 1, and the inside of the box body 1 A top plate 6 is fixedly installed on the top, a top cover 7 is fixedly installed on the upper surface of the top plate 6, an air outlet pipe 8 is fixedl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More