Water pump pipeline flange connecting equipment and manufacturing process thereof
A pipeline flange and connecting equipment technology, applied in the field of mechanical processing, can solve the problems of slow welding speed, high workpiece structure requirements, and low production efficiency, and achieve the effects of fast welding speed, good transmission effect, and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0038] The following are specific embodiments of the present invention and in conjunction with the accompanying drawings, the technical solutions of the present invention are further described, but the present invention is not limited to these embodiments.
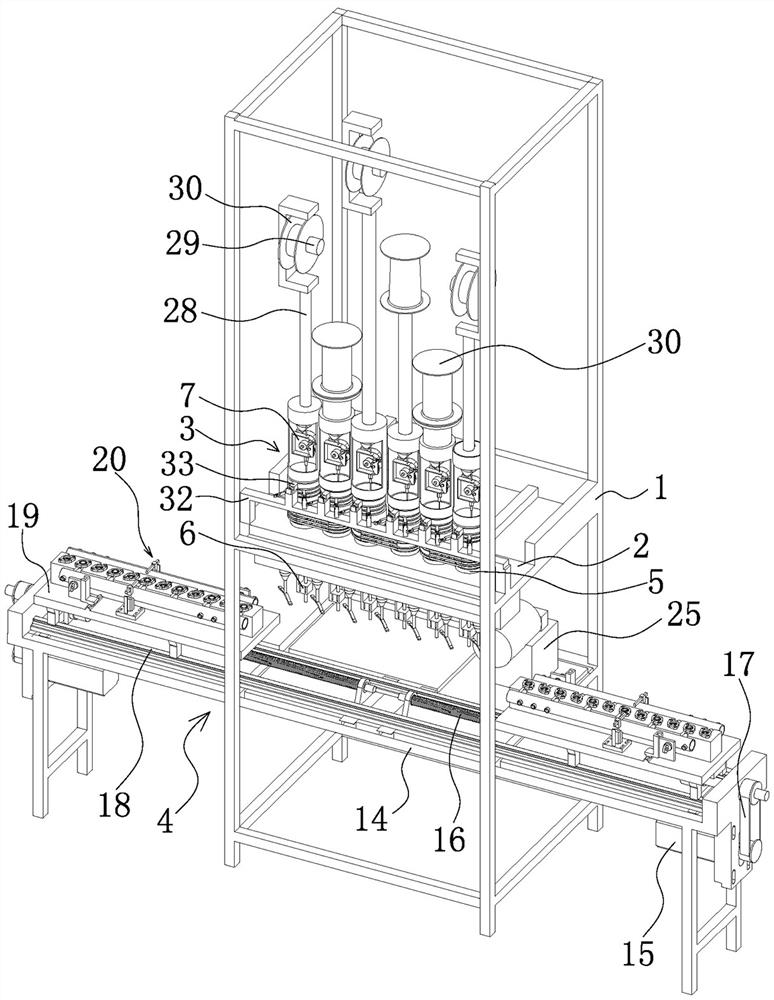
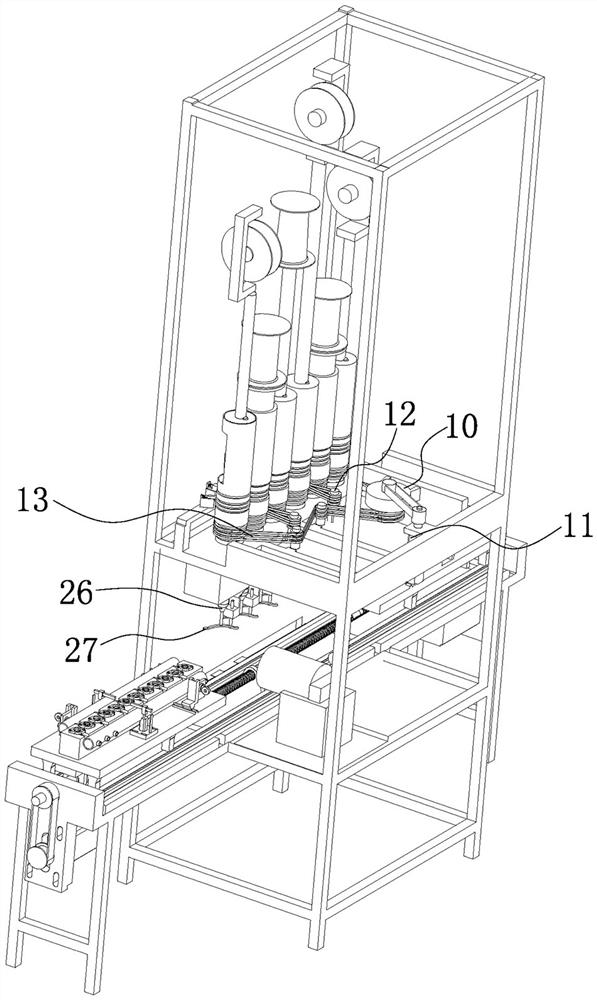
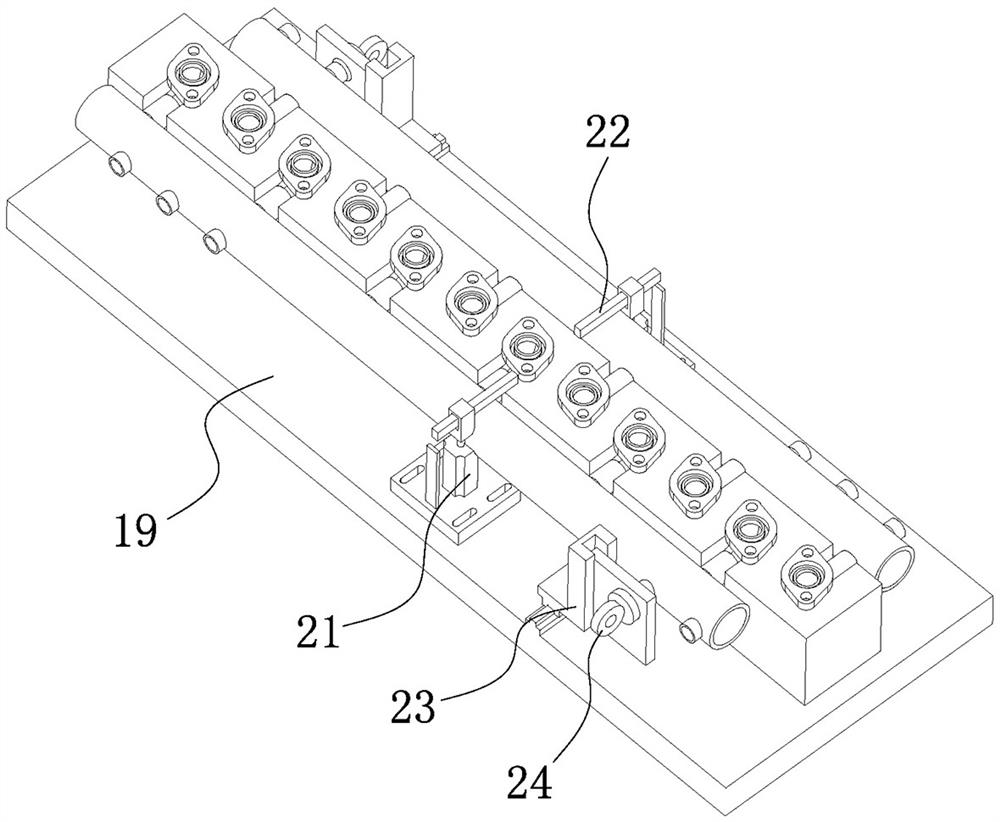
[0039] Such as figure 1 , figure 2 , image 3 , Figure 4 As shown, the water pump pipeline flange connection equipment includes a bracket 1, an installation platform 2, a welding device 3 and a pushing device 4, and the pushing device 4 passes through the bracket 1 horizontally, and the middle part of the bracket 1 is fixedly connected with the installation platform 2 , the welding device 3 is fixed on the mounting table 2, the welding device 3 includes a wheel 5, a welding torch 6 and a wire feeder 7, the number of the wheels 5 is several groups and arranged evenly at intervals, and the welding torch 6 is fixed on the wheel 5 The edge of the bottom surface drives the welding torch 6 to rotate through the rotation of th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More