

Cleaning brush roller used in TFT-LCD display screen production and manufacturing method thereof
A technology of brush roller and display screen, which is applied in the direction of brushes, applications, brush bodies, etc., can solve the problems of bristle distribution density gap, failure to reach cleaning accuracy, loss, etc., and achieve reasonable structural design, improved quality, and reduced The effect of small swings
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] See attached picture.
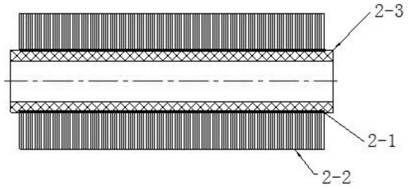
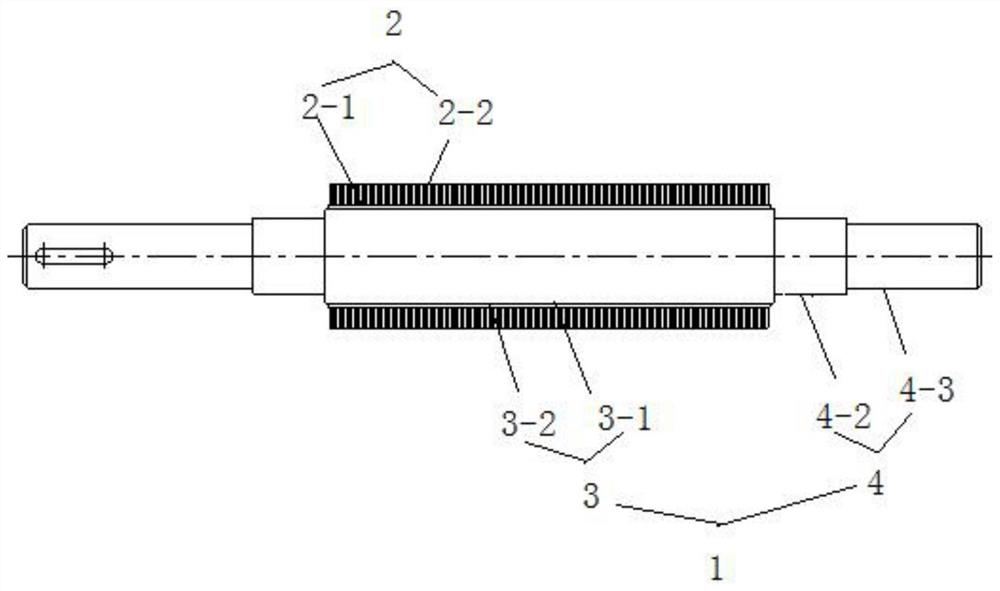
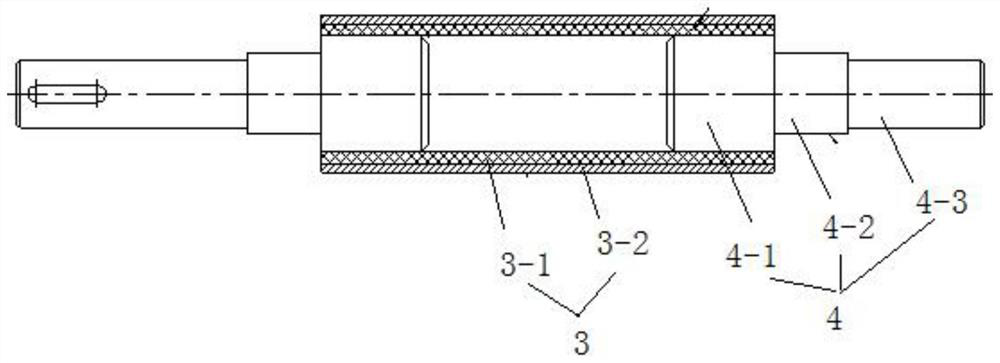
[0034] A cleaning brush roller used in the production of TFT-LCD display screens, including a brush shaft 1 and a brush cover 2, the brush shaft 1 includes a middle shaft body 3, the middle shaft body 3 has a double-layer structure, and its outer layer is thin-walled The structure of the tube body 3-1, the inner wall of the thin-walled tube body 3-1 is inlaid with carbon fiber tubes 3-2, the two ends of the thin-walled tube body 3-1 are equipped with end fixing shafts 4, and the brush cover 2 includes a brush belt 2- 1. The brush belt 2-1 is irregularly woven with ultra-fine brush filaments 2-2, and the ultra-fine brush filaments 2-2 use nylon bristles with a diameter of 0.05mm. The ultra-fine brush wire 2-2 is woven onto the belt by a weaving machine. The weaving density requires about 10,000 bristles to be evenly distributed in 1 square meter. The ultra-fine brush wire is irregularly fixed on the brush belt by weaving. It increases the distrib...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More