Brazing welding wire, brazing welding wire forming method and brazing welding wire forming die
A forming mold and brazing welding technology, which is applied to welding equipment, manufacturing tools, welding media, etc., can solve the problems of slow melting rate of flux, affecting welding quality, and long time, so as to improve welding quality and reduce heat transfer distance , The effect of convenient processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
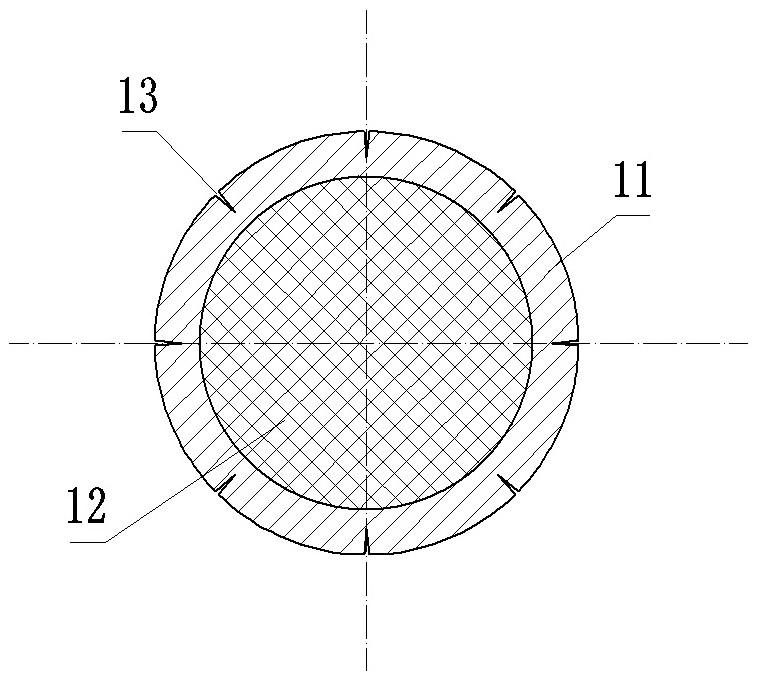
[0050] Such as figure 1 As shown, the brazing wire is used for welding glasses, and includes a brazing material tube 11 and a brazing flux 12 . The solder tube 11 is a seamless tube with an inner cavity, and the solder 12 is filled in the inner cavity of the solder tube 11 . The manufacturing method of the solder tube 11 and the filling method of the flux 12 are prior art, and will not be described in detail in the present invention. In order to prevent the flux 12 from absorbing moisture and affecting the activity of the flux 12, both ends of the solder tube 11 are closed.
[0051]The unique feature of the brazing wire in the present invention is that a groove 13 is provided on the outer peripheral surface of the solder tube 11 , and the cross section of the groove 13 is V-shaped, extending along the axis of the solder tube 11 . In this embodiment, the grooves 13 are evenly distributed along the circumferential direction, and the number is eight. The depth of the groove 13...
Embodiment 2
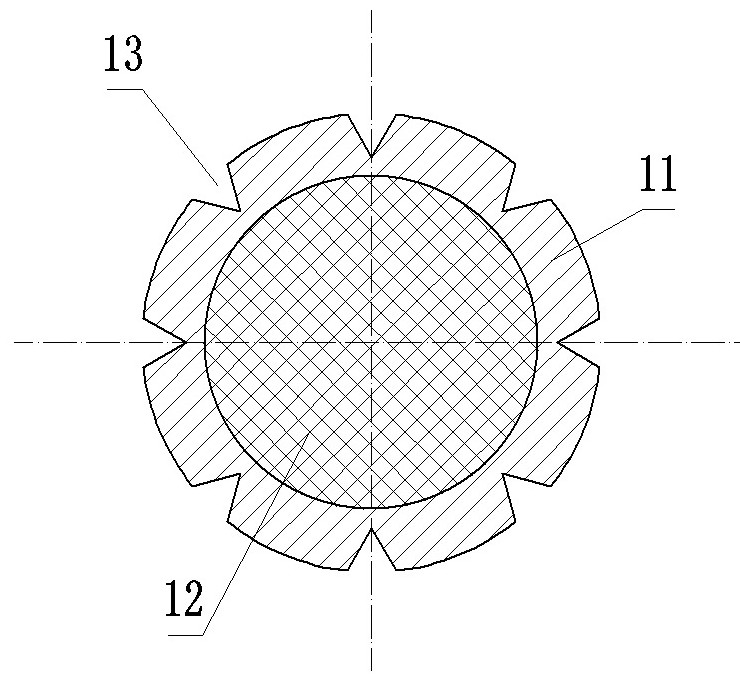
[0059] The difference from Example 1 is that this example figure 2 As shown, the width of the groove 13 on the outer peripheral surface of the solder tube 11 is relatively large, and the diameter reduction treatment in the above step 3 has not been performed.
[0060] Embodiment 1 of the brazing wire forming die among the present invention:
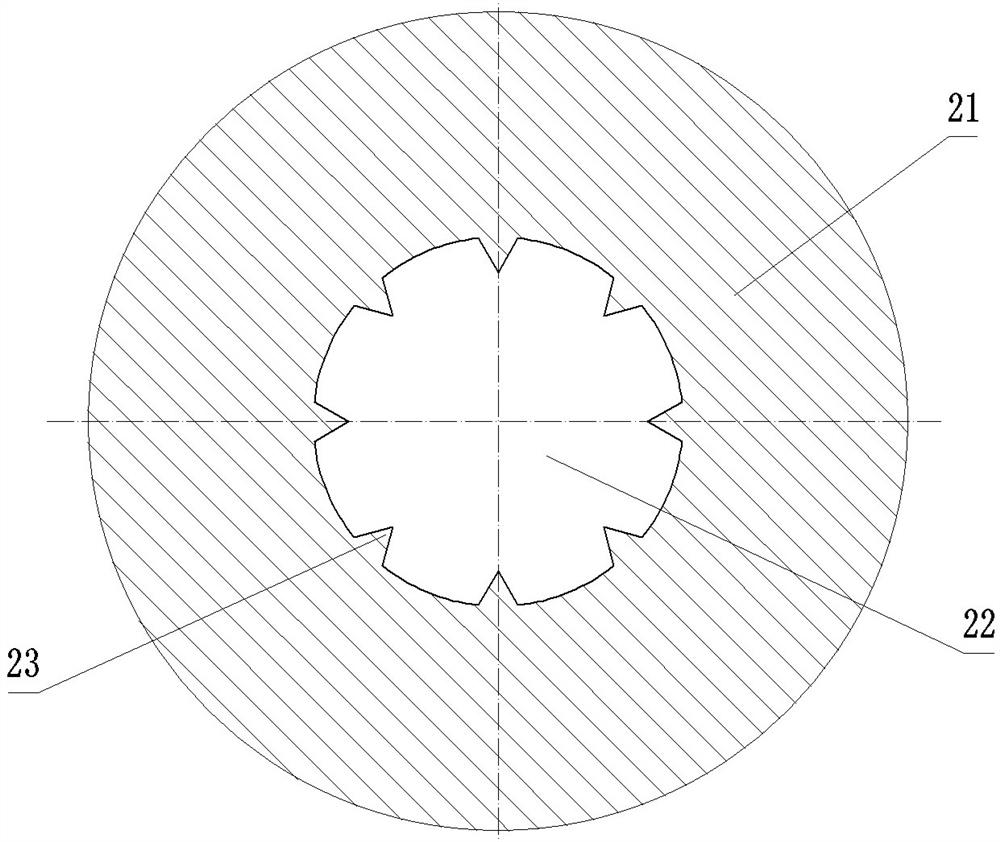
[0061] Brazing wire forming dies such as image 3 As shown, the inner wall of the forming cavity 22 is provided with a protrusion 23, and the protrusion 23 is used to form a groove 13 on the outer peripheral surface of the solder tube 11 when the brazing wire passes through the forming die.
[0062] Embodiment 2 of the brazing wire forming method among the present invention:
[0063] The difference from Embodiment 1 is that this embodiment only includes steps 1 and 2 of Embodiment 1, and does not include the diameter reduction process of Step 3.
Embodiment 3
[0065] The difference from Embodiment 1 or 2 is that in this embodiment, the brazing material tube 11 is firstly processed in steps 1 and 2, and finally the brazing flux 12 is poured.
[0066] In the above embodiment of the brazing wire, the cross section of the groove 13 is V-shaped, and in other embodiments of the brazing wire, the cross section of the groove 13 can also be other shapes, such as U shape, circular arc shape, trapezoid etc. Correspondingly, in other embodiments of the brazing wire forming die, the protrusion 23 on the inner wall of the forming cavity 22 may also be in other shapes, such as U-shape, arc-shape, trapezoid, and the like.
[0067] In other embodiments of the brazing wire, the number of grooves 13 can also be increased or decreased, for example, set to 3, 4, 5, 6, 7, 9 or 10, etc., or only Set 1 or 2 lanes. Correspondingly, in other embodiments of the brazing wire forming die, the protrusions 23 on the inner wall of the forming cavity 22 can also ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com