

Strip shape control method for hot continuous rolling of titanium and titanium alloy strip coils
A flatness control, titanium alloy coil technology, applied in metal rolling, profile control, metal rolling and other directions, can solve the problems of surface quality defects, difficult control, inability to process, etc., to reduce the cooling rate and prolong slow cooling. time, the effect of reducing C warping deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
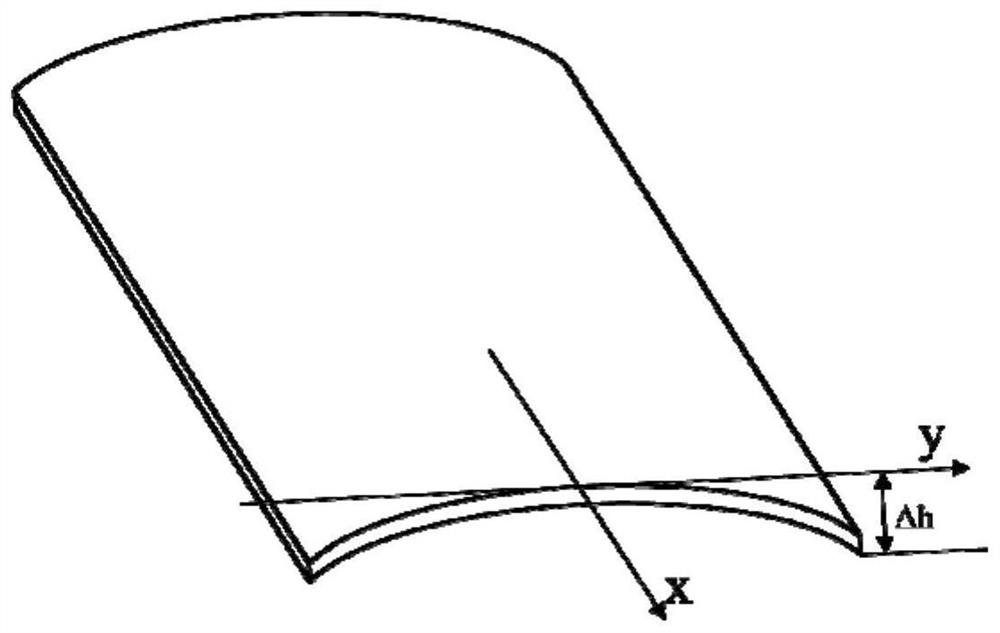
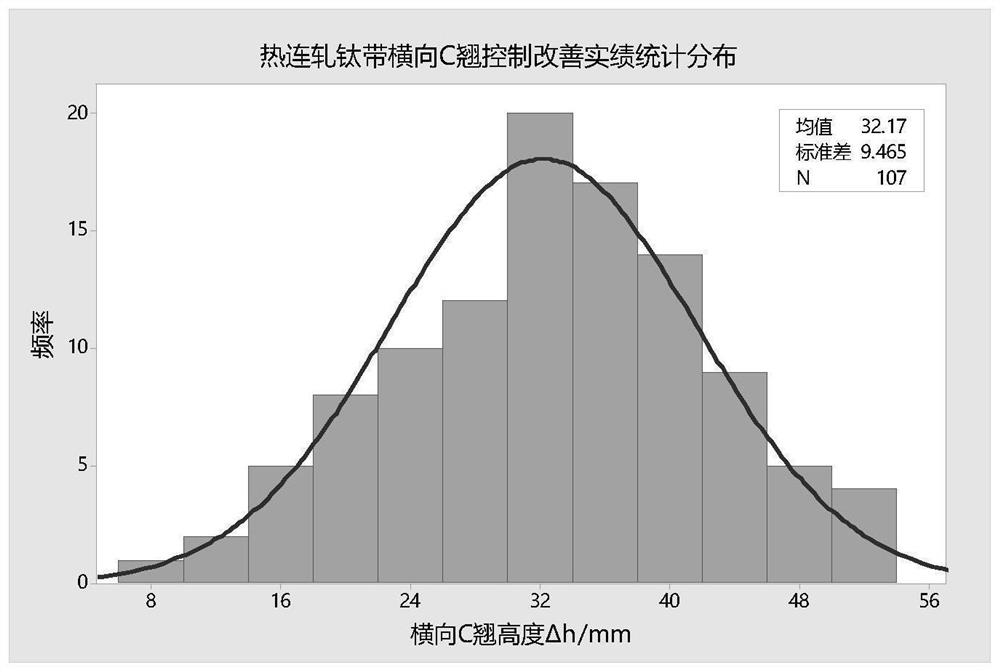
[0035] A steel and vanadium company used the above-mentioned technology to roll 3383.71 tons of titanium and titanium alloy strips and coils within three years. The transverse C-warp defect and defect degree of titanium and titanium alloy coils have been effectively controlled and improved, and the transverse C-warp height value Δh has been reduced from 120-150mm before, and even more than 200mm, to below 50mm, the average value 32.17mm, the specific improvement statistics are as follows figure 2 As shown, the transverse C-warping defect degree of titanium and titanium alloy coils has been greatly improved, thereby improving the product quality and use quality of titanium and titanium alloy coils, and the products can well meet the use requirements of subsequent finishing and deep processing. This technology overcomes and solves the common technical difficulties in the field of hot continuous rolling of titanium and titanium alloys, and has broad application prospects in this...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More