

Production process for rolling extreme thin gauge checkered plate through thin slab
A production process and thin-gauge technology, applied in metal rolling, manufacturing tools, metal rolling, etc., can solve problems such as unavailability, and achieve the effect of reducing cutting loss, improving efficiency, and improving rolling stability
Active Publication Date: 2022-02-01
RIZHAO STEEL HLDG GROUP
View PDF6 Cites 0 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Therefore, for the rolling of 1.2-1.5mm checkered plate, our company can only use "A Manufacturing Method for Extremely Thin Specification Checked Plate" (application number CN202011063401.3), and the 210mm thick slab can not be used. thickness thin slab
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples


Examples
Experimental program
Comparison scheme
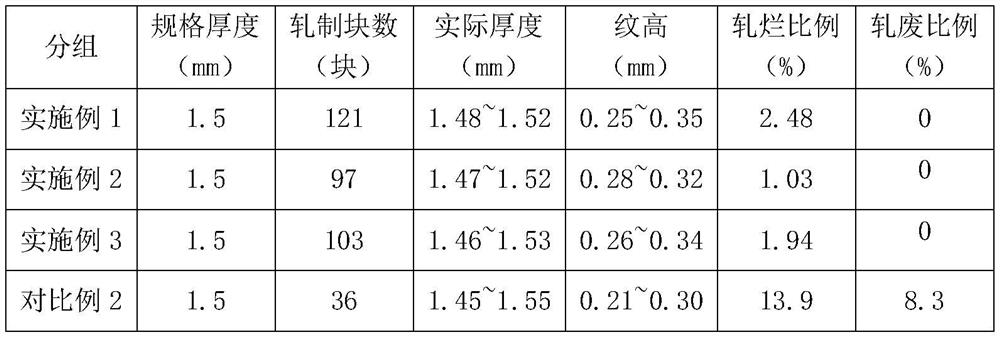
Effect test
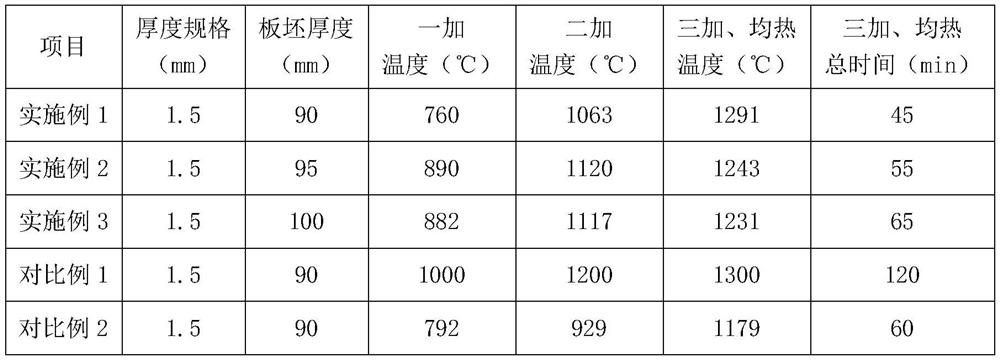
Embodiment 1~3
[0055] Embodiment 1~3 adopts chemical composition and process technology feature among the present invention;
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Login to View More
Abstract
The invention discloses a production process for rolling an extreme thin gauge checkered plate through a thin slab, which belongs to the field of steel production. The production process comprises the steps of slab heating, rough rolling, finish rolling, laminar cooling and coiling, in the slab heating process, the thickness of the slab is selected to be 90-105 mm, the slab is placed in the middle of a furnace, and the cantilever amount of the two ends of the slab is controlled to be smaller than or equal to 700 mm; the overall time in the furnace is controlled to be 70-140 minutes; the furnace temperature of the first heating furnace is controlled to be 750-900 DEG C; the furnace temperature of the second heating is controlled to be 1050-1130 DEG C, and the total in-furnace time of the first heating and the second heating is controlled to be 35-70 min; and the temperature of the third heating furnace section and the soaking furnace section is controlled in combination with the in-furnace time. Compared with the prior art, the method can be used for continuously and stably producing the extreme thin checkered plates in batches by using the thin slabs.
Description
technical field [0001] The invention relates to the field of steel rolling, and provides a production process for rolling a 1.5mm limit specification pattern plate using a thin slab in a common hot-rolled strip steel production line, which can use a 90-105mm thick thin slab to produce a 1.5mm limit specification pattern in a conventional hot rolling production line plate. Background technique [0002] The checkered plate has many advantages such as beautiful appearance, anti-skid, enhanced performance, and steel saving. It is widely used in transportation, construction, decoration, floor around equipment, machinery, shipbuilding and other fields. The thickness commonly used in the market ranges from 1.5-12mm, and the common width is 1010-1500mm. [0003] With the rise of domestic continuous casting and rolling rolling production technology. When these continuous casting and rolling production lines start pouring or when the site is abnormal, the rough rolling is accompani...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): B21B45/00B21B37/74B21B45/06B21B37/16
CPCB21B1/30B21B17/00Y02P70/10
Inventor张盛攀刘小凯郭万胜刘家顺代玖林王苏洲姜昂
OwnerRIZHAO STEEL HLDG GROUP