

High-heat-input submerged-arc welding wire steel wire rod, preparation method thereof, high-heat-input submerged-arc welding wire and high-heat-input welding method
A technology of high heat input welding and high heat input, applied in arc welding equipment, welding equipment, welding medium, etc., can solve the problems of complicated welding process and low welding efficiency, and achieve low wire breakage rate during drawing and not easy to break wires , the effect of reducing the yield ratio
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0035] In one embodiment of the present invention, there is provided a large heat input submerged arc welding wire steel coil, the chemical composition of which comprises: C 0.04 ~ 0.06%, Si 0.1 ~ 0.2%, Mn 1.4 ~ 1.6%, Ni 1.0 ~ 1.5%, Nb0.02 ~ 0.04%, Ti 0.02 ~ 0.05%, B 0.0040 ~ 0.0055%, Al < 0.004%, Mg 0.0005 ~ 0.0020%, P≤0.012%, S≤0.005%, N≤0.005%, the rest is Fe and unavoidable impurities.
[0036] And preferably, the chemical composition of the large heat input submerged arc welding wire steel wire in terms of mass percentage further comprises: Cr 0.05 ~ 0.30%, V 0.01 ~ 0.15%, Zr 0.005 ~ 0.020%, Cu 0.05 ~ 0.30% of one of the four and more.
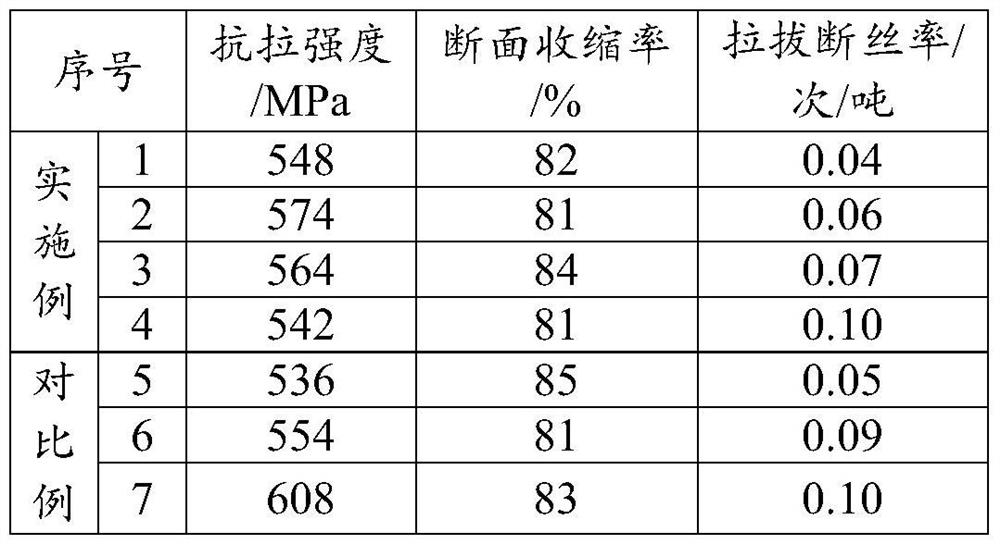
[0037] Preferably, the density of the magnesium inclusions in the steel wire of the large heat input submerged arc welding wire > 200 / mm 2 The tensile strength of the wire rod ≤ 600MPa, and the cross-sectional shrinkage rate ≥ 80%.
[0038] Further, the present embodiment further provides a method for preparing a large heat input submerged...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More