

Injection molding machine production data acquisition monitoring system and working method thereof
A production data collection and monitoring technology, applied in general control system, control/regulation system, program control, etc., to improve production efficiency and management level, avoid batch quality problems, and ensure accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
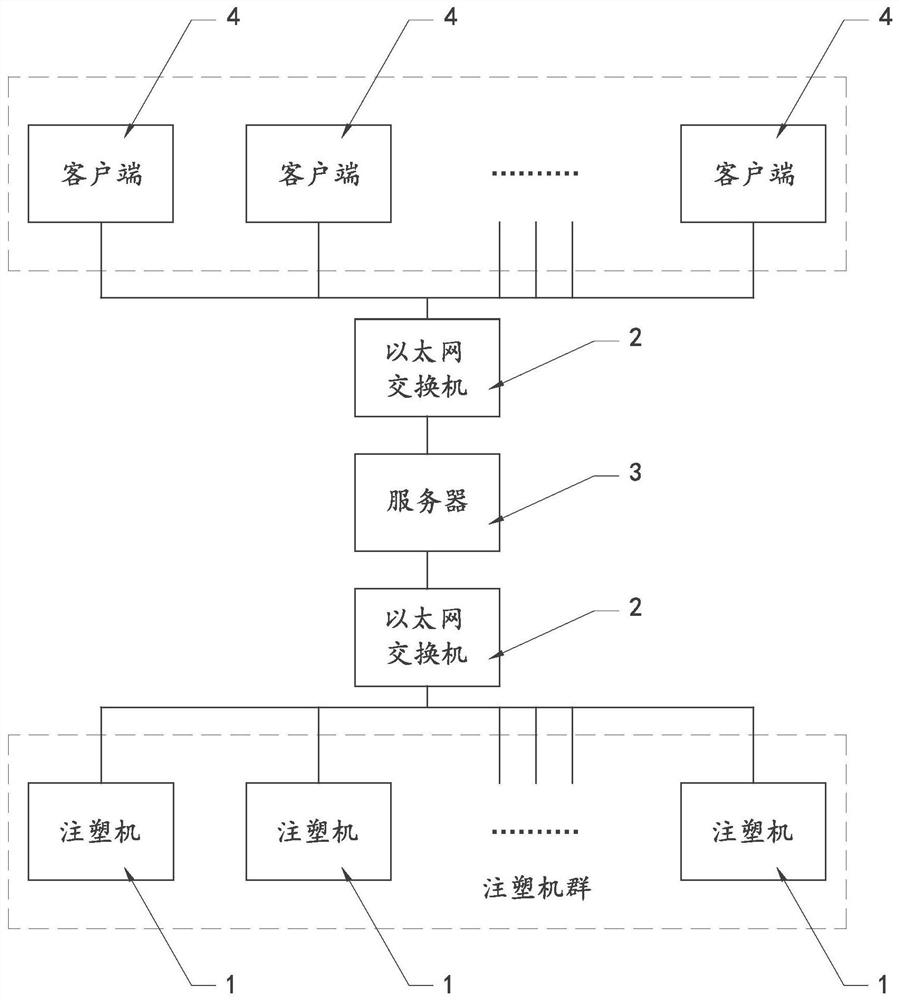
[0045] In this embodiment, an injection molding machine production data collection and monitoring system of the present invention includes an injection molding machine 1, an Ethernet switch 2, a server 3, and a client 4;
[0046] Injection molding machine 1, injection molding machine 1 comprises PLC controller, and described PLC controller comprises database, and described database stores production data;
[0047] An Ethernet switch 2, the injection molding machine 1 is communicatively connected to the server 3 through the Ethernet switch, and the client 4 is communicatively connected to the server 3 through the Ethernet switch 2;
[0048] The server 3 reads, collects and saves the production data of the PLC controller of the injection molding machine 1 in real time through the server 3;
[0049] The client 4 is used to send a query request to the server 3, and browse the production data of the injection molding machine 1 obtained by the server 3, so as to control the quality ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More