

Multi-mode steel pipe rolling process
A multi-mode, steel pipe technology, applied in the field of steel pipe rolling, can solve the problems of difficult carbon emission limit control, limited combustion and energy saving space, insufficient refined management, etc. The effect of using
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] In order to make the objectives, technical solutions and advantages of the present invention clearer, the technical solutions of the present invention will be clearly and completely described below with reference to the specific embodiments of the present invention and the corresponding drawings. Obviously, the described embodiments are only some, but not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by those of ordinary skill in the art without creative efforts shall fall within the protection scope of the present invention.
[0021] The technical solutions provided by the embodiments of the present invention are described in detail below with reference to the accompanying drawings.
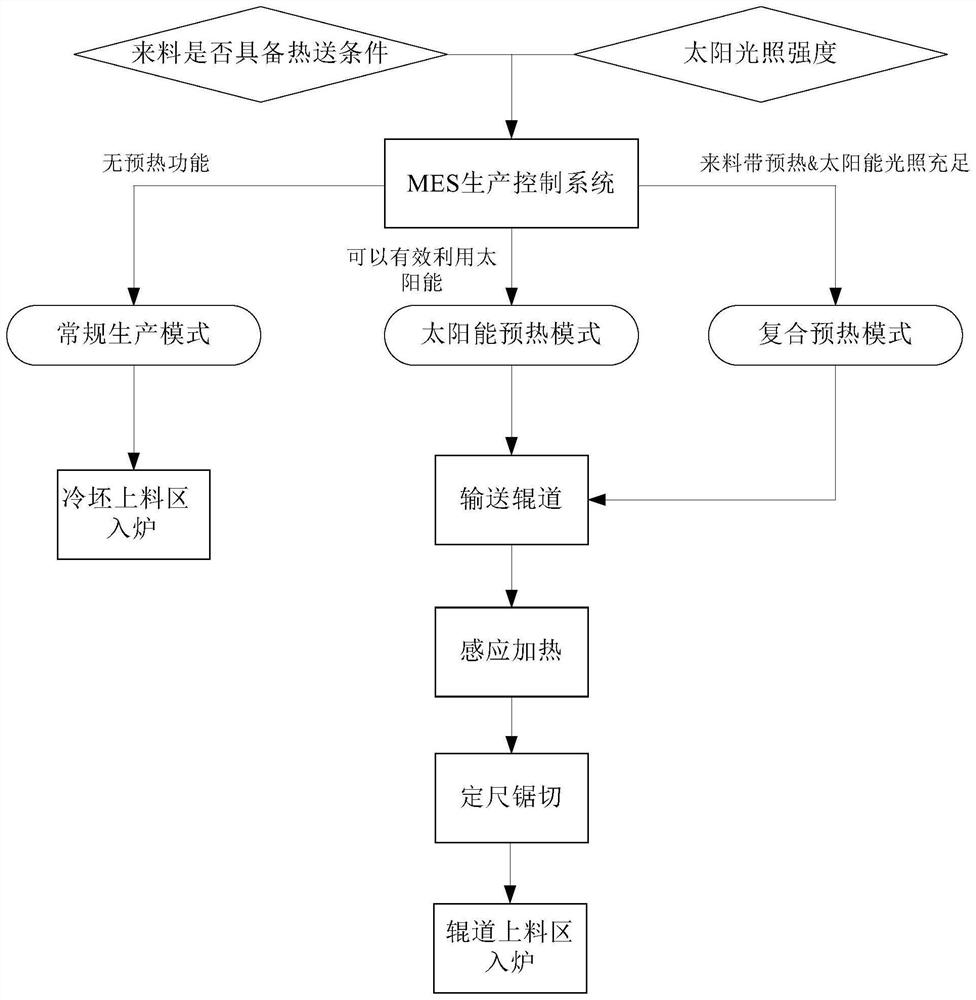
[0022] like figure 1 As shown, in one embodiment according to the present invention, a multi-mode steel pipe rolling process is provided, through which solar energy can be effectively utilized, fuel consumptio...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More