

Narrow gap electric arc spraying gun
An arc spraying and narrow gap technology, applied in the field of spraying guns, can solve the problems of low deposition rate and spraying efficiency, waste of spraying materials, and increased processes.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
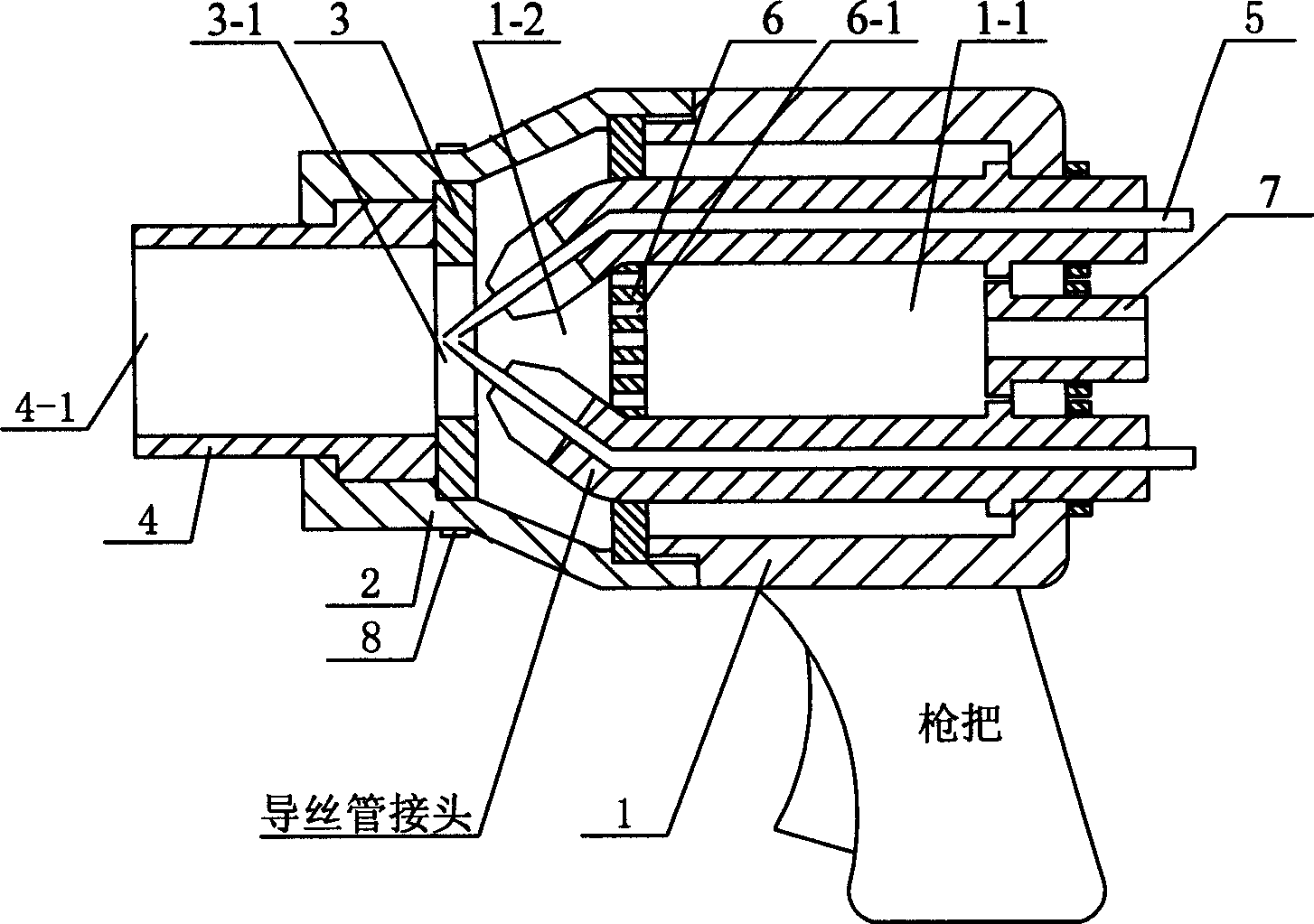
[0005] Embodiment 1: The design guideline of the narrow-gap arc spray gun of the present invention is to ensure that the spraying flame is rectangular in order to achieve the narrow-gap spraying effect, so the key technology is the innovation of the structure of the spraying gun nozzle. It includes a gun body 1, a spraying wire 5 arranged in the gun body 1, a gun nozzle fixing part 2 is arranged at the front end of the gun body 1, and a rectangular air flow cover 3 is fixed inside the gun nozzle fixing part 2, and the rectangular air flow cover 3 A rectangular through-hole 3-1 is provided at the center of the center, the end of the spraying wire 5 is arranged at the position of the through-hole 3-1, and a rectangular ceramic nozzle 4 is arranged in front of the rectangular airflow cover 3, and the rectangular ceramic nozzle 4 A rectangular through hole 4-1 is provided at the center of 4, the aforementioned rectangular ceramic nozzle 4 is clamped with the nozzle holder 2, and th...
specific Embodiment approach 2
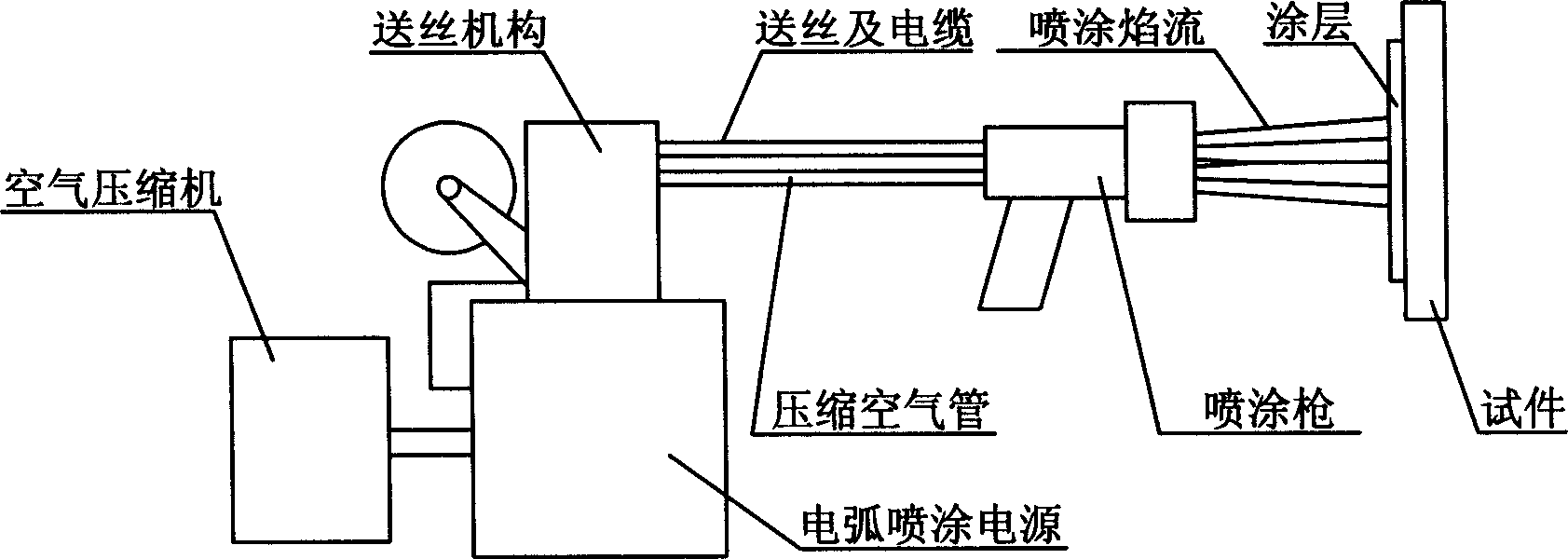
[0008] Specific Embodiment Two: This embodiment is the process in which the applicant uses the spray gun of the present invention to repair the piston ring groove on the train piston: 1. Condition: the piston ring groove on the train piston, both sides of the groove during use It is often scrapped due to severe wear and tear. The material is cast steel. Both sides of the groove are worn, and one side is severely worn, with a wear amount of 0.5mm. Both sides of the groove need to be restored to size. 2. Spraying method: first, degrease and decontaminate the sprayed part of the piston ring groove, rough machine the piston ring groove, and then roughen the piston ring groove, and then roughen it by sandblasting, and clamp the piston on the rotary table, according to the process described in Embodiment 1 Connect the equipment, adjust the various process parameters required for spraying, and start spraying after everything is ready. During the spraying process, the pressure of the c...
specific Embodiment approach 3
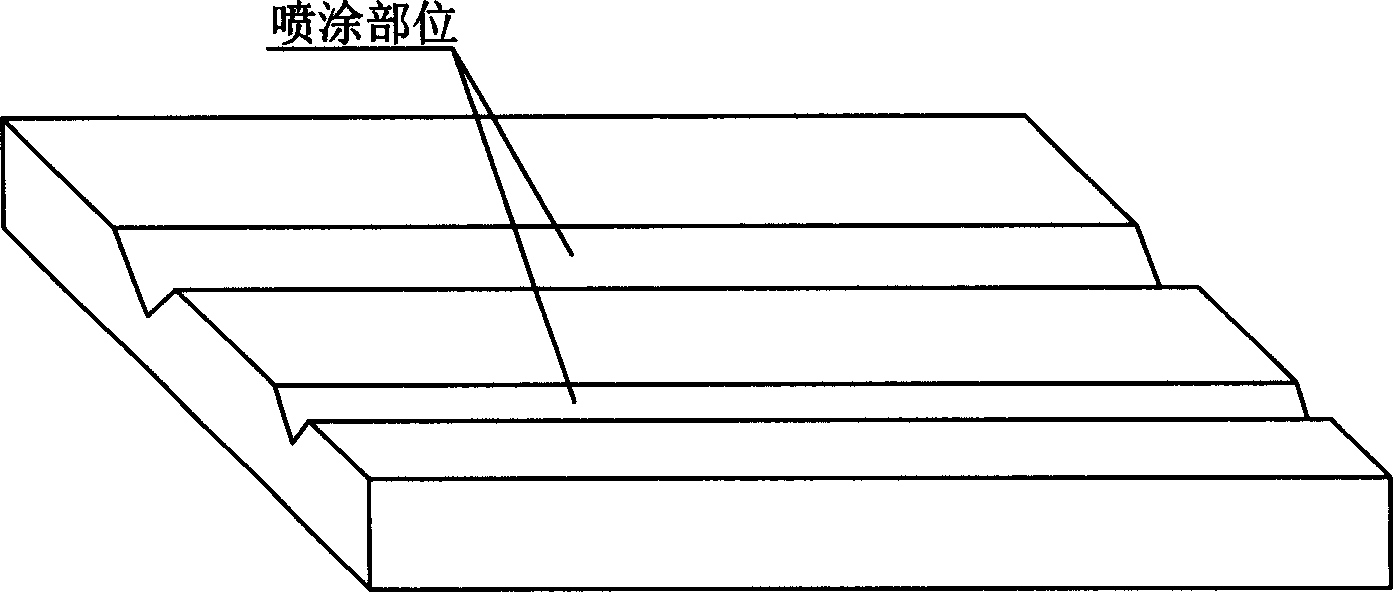
[0009] Specific embodiment three: This embodiment is the process of using the spray gun of the present invention to spray the parts on the chemical equipment: 1. Conditions: see the parts for spraying image 3 As shown, the material is ductile iron, which is a new product. It is required to spray wear-resistant materials on the surface of the slideway, in order to improve the service life. 2. Spraying process: first degrease and decontaminate the sprayed parts on the surface of the slideway, then sandblast and roughen, place the workpiece on the workbench, connect the equipment according to the process in the aforementioned embodiment, and adjust all items required for spraying Process parameters, start spraying after everything is ready: the pressure of compressed air is 0.8Mpa, the gas flow rate of compressed air is adjusted to the minimum state of spraying arc flame, the spraying voltage is 32V, and the spraying current is 120A. The spraying angle is 90°, the distance betwe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More