

Method for producing metal composite seamless pipe with metallurgical binding
A metal composite pipe and metal composite technology, which is applied in the direction of metal extrusion control equipment, metal extrusion, manufacturing tools, etc., can solve the problems of high production cost, limited use environment, and rising manufacturing cost, and achieve the improvement of grain structure , reduce manufacturing costs, improve the effect of comprehensive performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
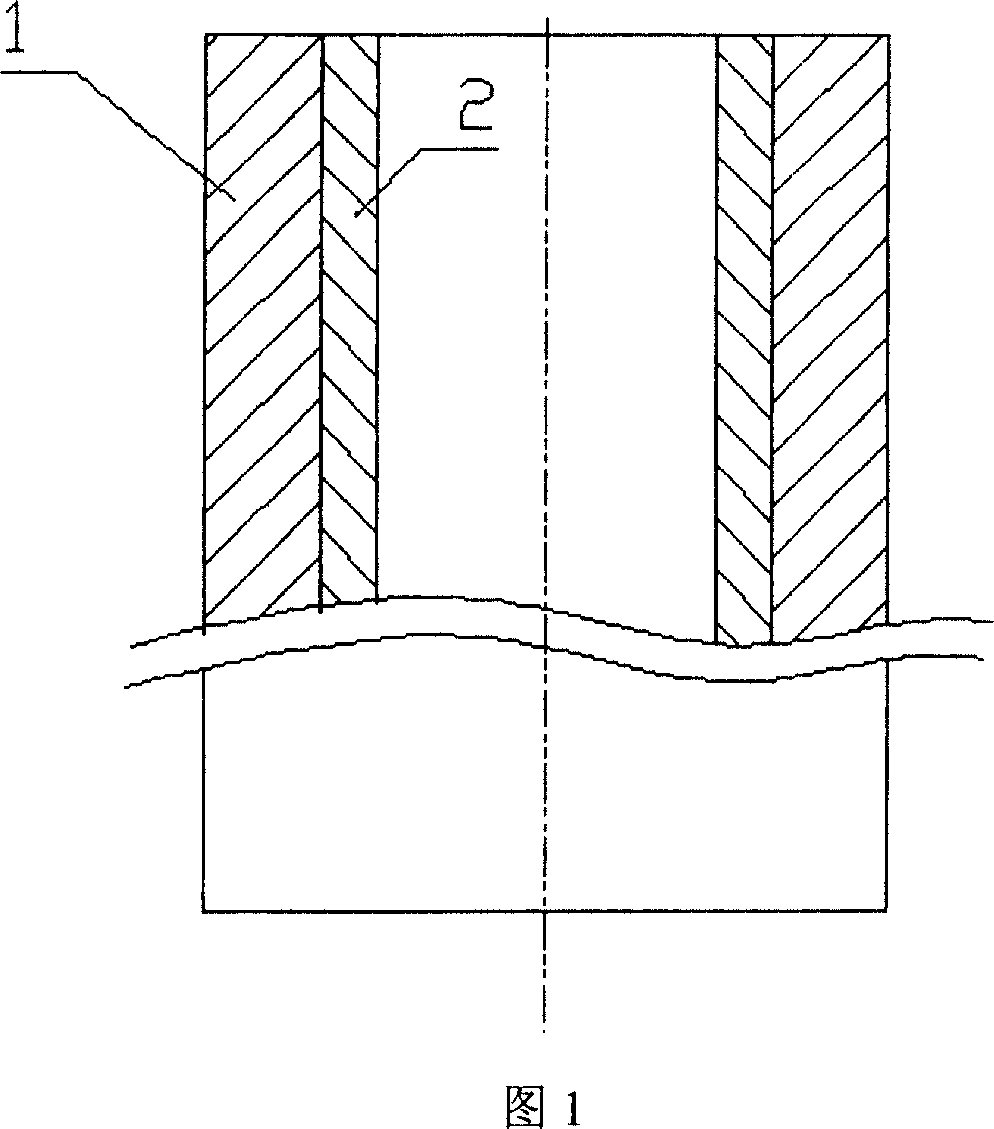
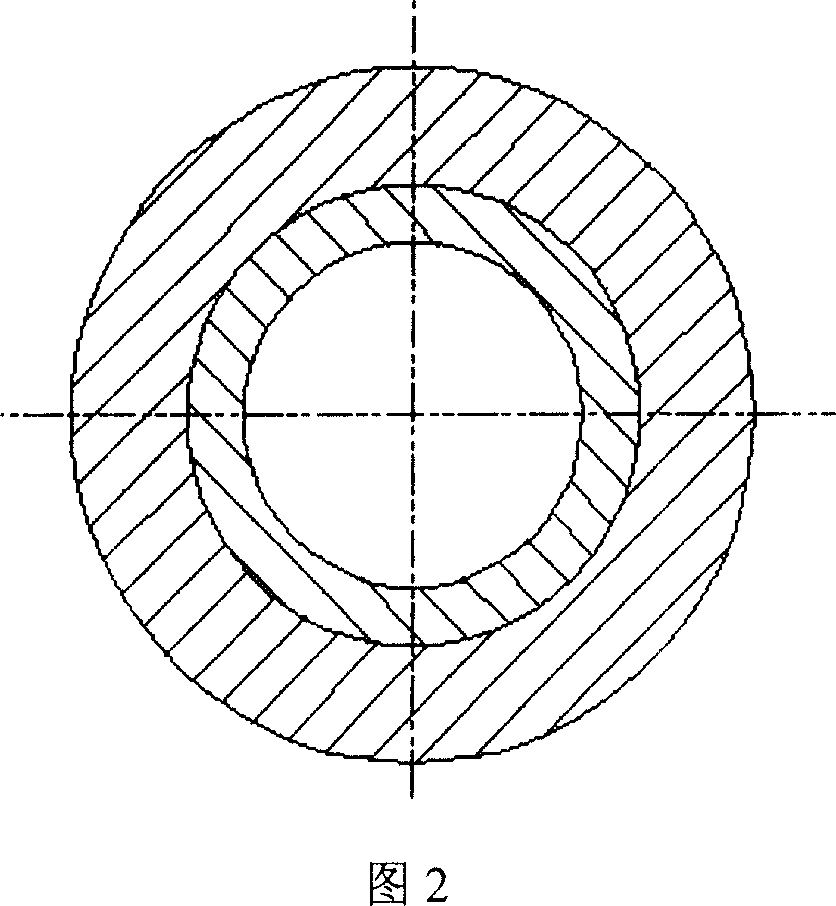
[0023] 1. According to the use and specifications of the metal composite seamless pipe, the double-layer structure centrifugal casting composite pipe blank is selected. The outer layer 1 is carbon steel 20Cr, the inner layer 2 is stainless steel 304, and the thickness of the inner stainless steel is 1 / 4 of the total wall thickness;
[0024] 2. The metal composite tube blank is preheated in a ring furnace first, and then heated in an induction heating furnace; the final heating temperature is 1050°C;
[0025] 3. Send the heated composite tube billet into the extruder for hot extrusion; the total compression deformation is 70%;
[0026] 4. Send the hot-extruded metal composite tube into the annealing furnace for high-temperature diffusion annealing. The diffusion annealing temperature is 830°C, and the annealing holding time is 2 hours;
[0027] 5. Straighten the heat-treated metal composite seamless pipe, remove burrs, cut heads, and cut to length;
[0028] 6. Inspection and...
example 2
[0030] 1. According to the use and specifications of the metal composite seamless pipe, the double-layer structure centrifugal casting composite pipe blank is selected. The outer layer 1 is stainless steel 304, the inner layer 2 is stainless steel 316, and the thickness of the inner stainless steel 316 is 1 / 2 of the total wall thickness;
[0031] 2. The metal composite tube blank is preheated in a ring furnace first, and then heated in an induction heating furnace; the final heating temperature is 1150°C;
[0032] 3. Send the heated composite tube billet into the extruder for hot extrusion. The total compression deformation is 95%;
[0033] 4. Send the hot-extruded metal composite tube into the annealing furnace for high-temperature diffusion annealing; the diffusion annealing temperature is 1050°C, and the annealing holding time is 4 hours;
[0034] 5. Straighten the heat-treated metal composite seamless pipe, remove burrs, cut heads, and cut to length;
[0035] 6. Inspect...
example 3
[0037] 1. According to the use and specifications of the metal composite seamless pipe, the double-layer structure centrifugal casting composite pipe blank is selected. The outer layer 1 is low alloy steel 35CrMo, the inner layer 2 is high temperature alloy steel 0Cr13Mo, and the thickness of the inner layer high temperature alloy steel is 1 / 3 of the total wall thickness;
[0038] 2. The metal composite tube blank is preheated in the ring furnace first, and then heated in the induction heating furnace; the final heating temperature is 1250 °C;
[0039] 3. Send the heated composite tube billet into the extruder for hot extrusion; the total compression deformation is 80%;
[0040] 4. Send the hot-extruded metal composite tube into the annealing furnace for high-temperature diffusion annealing; the diffusion annealing temperature is 950°C, and the annealing holding time is 3 hours;
[0041] 5. Straighten the heat-treated metal composite seamless pipe, remove burrs, cut heads, an...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More