

Continous hot-rolling facility
a hot-rolling facility and hot-rolling mill technology, which is applied in the direction of rolling mill drives, metal rolling arrangements, manufacturing tools, etc., can solve the problems of difficulty in hot-rolling mill production, difficulty in carrying out such a rolling method, and insufficient steel sheet rolling capacity of lower rolling stands, so as to achieve smooth hot-rolling production and advantageous equipment cost and energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
examples
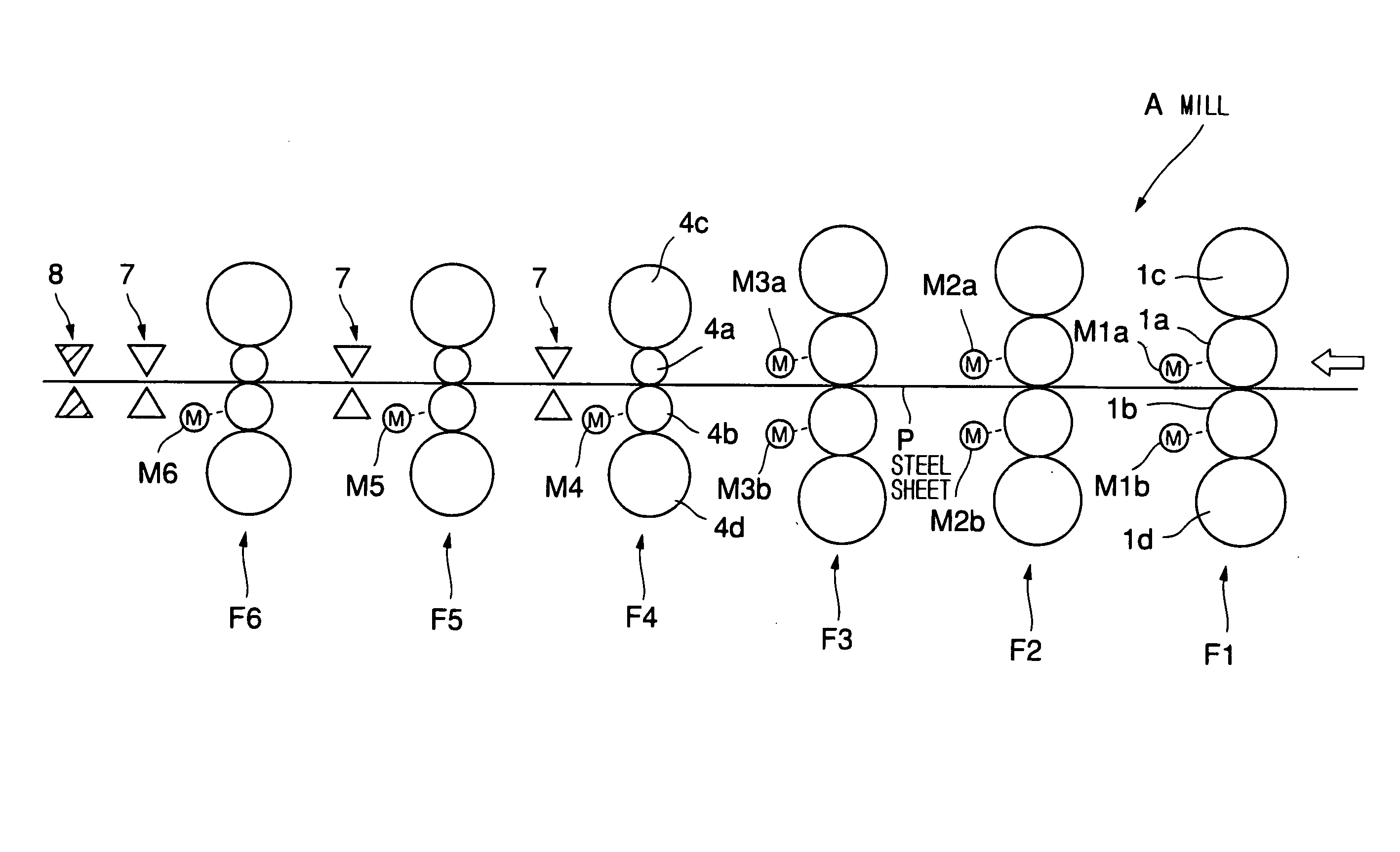
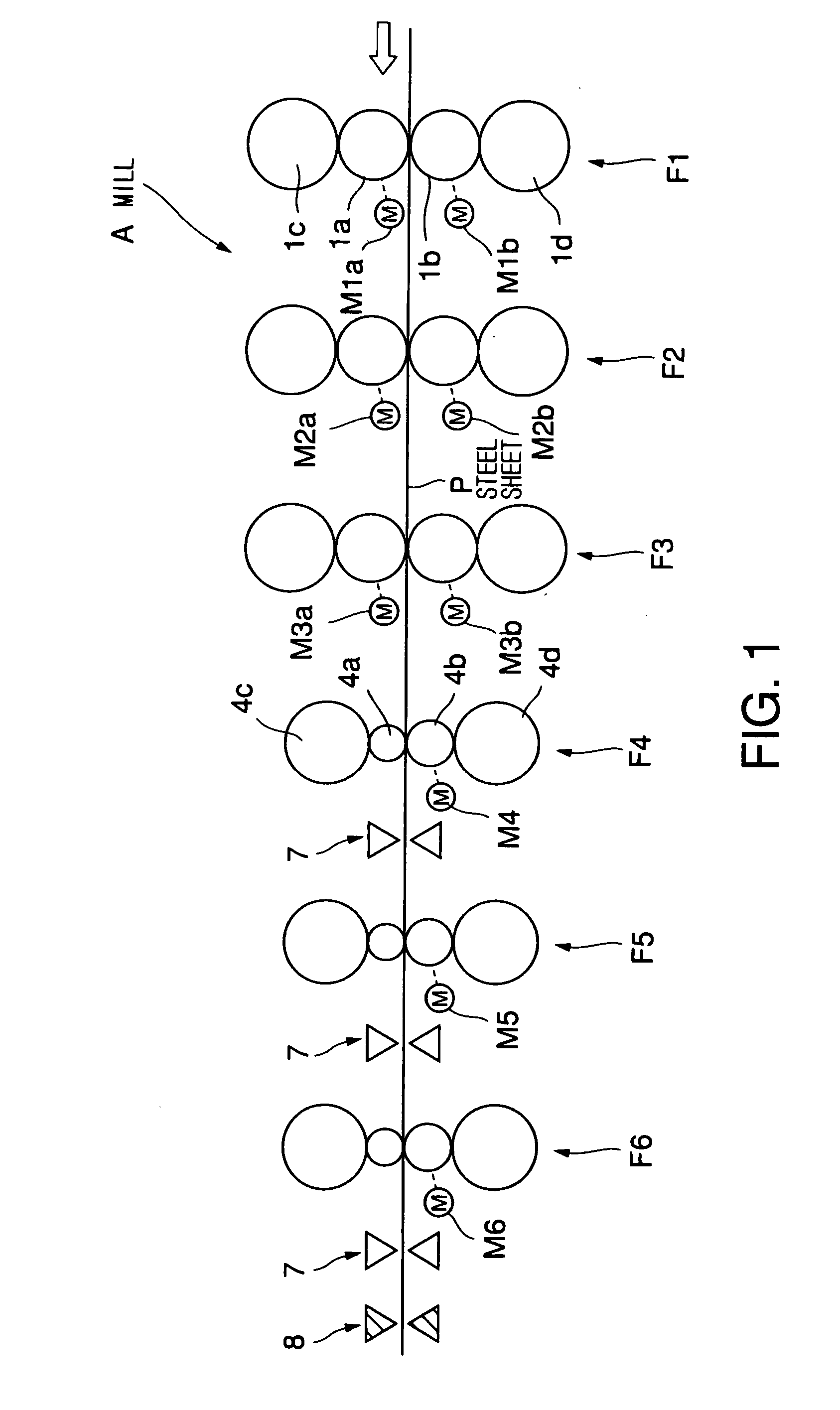
A pass schedule for the continuous hot-rolling mill A, and the distribution of the respective capacities of the drive motors of the rolling stands F1 to F6 will be described by way of example.
The continuous hot-rolling mill A is operated to produce a steel sheet of 2.3 mm in thickness and 1200 mm in width by rolling a steel workpiece containing 0.16% C, 0.22% Si and 0.82% Mn (not containing other substances in significant content). The continuous hot-rolling mill A operates at a rolling speed at which general hot strip mills operate. For example, the continuous hot-rolling mill A operates at a rolling speed in the range of 7 to 9 m / s.
Table 1 shows a general pass schedule for ordinary rolling for producing general-purpose steel sheets which are not fine-grained steel sheets. It may be proper to provide the rolling stands F1 to F6 with drive motors having capacities shown in Table 2 (which are distributed in a conventional capacity distribution) to carry out a rolling operation s...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| flatness | aaaaa | aaaaa |
| rolling force distribution | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More